|
✍ Ever Power Applications Engineering Team
|
🇬🇧 UK Beverage Manufacturing Focus
|
⏱ 14 min read

Walk into any busy beverage filling hall in the UK — whether it is a regional craft brewery in Yorkshire, a national soft drink producer in the West Midlands, or a premium mineral water bottler in the Scottish Highlands — and the conveyor running at the heart of the operation will almost certainly be a plastic modular belt. These engineered thermoplastic conveyor systems have displaced traditional PVC flat belts and metal chain alternatives across a wide range of applications, and for reasons that are straightforward once you understand what the beverage filling environment actually demands of a conveyor surface. The combination of unrestricted hygienic wash-down, modularity that enables in-line repair in minutes, and resistance to the chemical cocktail of a modern CIP cleaning system makes plastic modular belts technically superior in virtually every metric that matters to a UK beverage production manager.
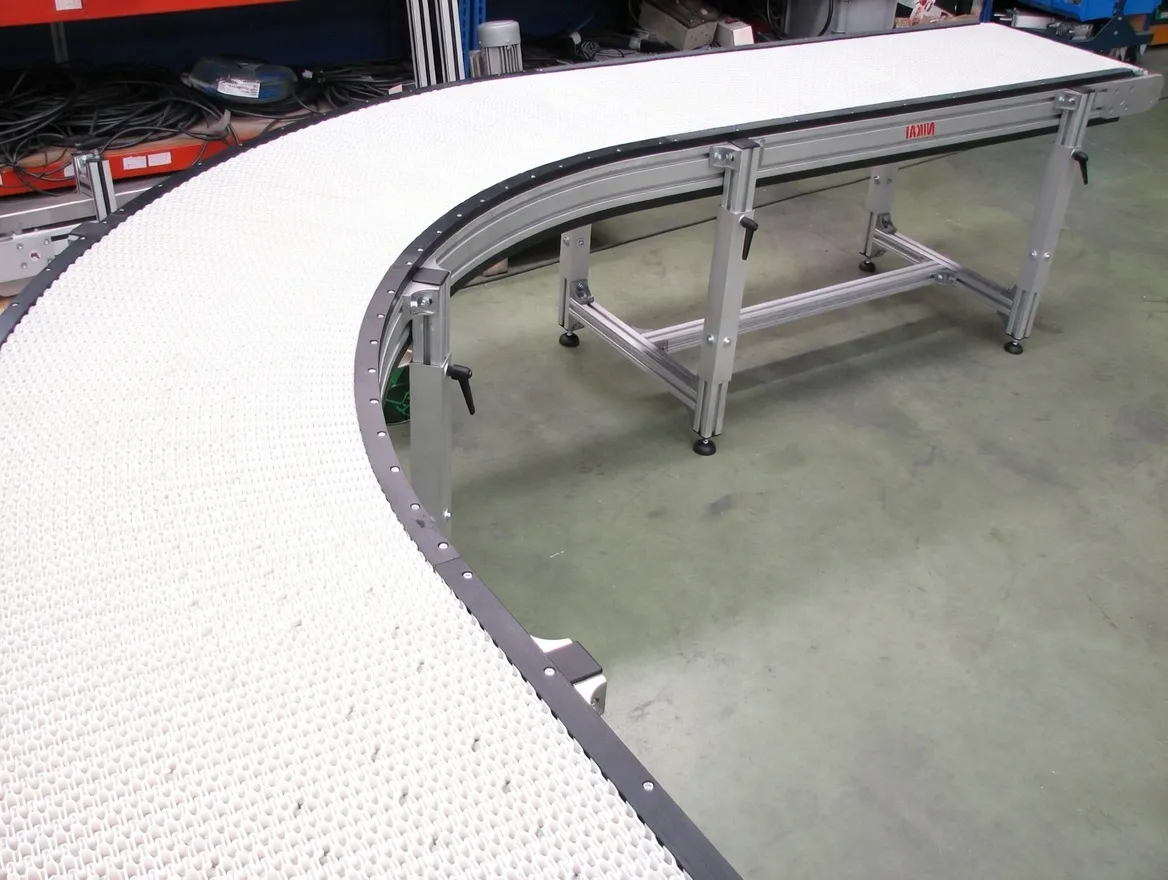
The construction principle is elegantly practical. A plastic modular belt is assembled from precision injection-moulded thermoplastic modules that interlock via hinge rods to form a continuous, flat or curved conveyor surface. The modules are manufactured from food-grade polymers — most commonly acetal (POM), polypropylene (PP), or polyethylene (PE) — and the interlocking design means any section of the belt can be disassembled and reassembled at any point along its length without removing the belt from the conveyor frame. In a filling hall running 18 to 22 hours per day, this is not a convenience feature. It is the difference between a seven-minute module swap during a scheduled micro-stop and a four-hour belt-off changeover that collapses an entire production shift.
Specify the right plastic modular belt for your UK beverage filling line — get a tailored quote within 24 hours
What Is a Plastic Modular Belt and Why Does It Matter in Beverage Filling?
 A plastic modular belt is a conveyor belt assembled from injection-moulded thermoplastic modules that interlock via hinge rods to form a continuous belt surface capable of running on standard conveyor frames. The modular construction means the belt can be manufactured to any width, extended to any length, and — critically — configured with different surface profiles along its run: flat-top for stable container transport, roller-top for low back-pressure accumulation, perforated for drainage, or cleated for incline sections. In a beverage filling plant, where the conveyor must serve six or seven functionally distinct zones between depalletising and finished-product despatch, this adaptability removes the need for completely different belt types at each stage.
A plastic modular belt is a conveyor belt assembled from injection-moulded thermoplastic modules that interlock via hinge rods to form a continuous belt surface capable of running on standard conveyor frames. The modular construction means the belt can be manufactured to any width, extended to any length, and — critically — configured with different surface profiles along its run: flat-top for stable container transport, roller-top for low back-pressure accumulation, perforated for drainage, or cleated for incline sections. In a beverage filling plant, where the conveyor must serve six or seven functionally distinct zones between depalletising and finished-product despatch, this adaptability removes the need for completely different belt types at each stage.
The engineering principle underlying the plastic modular belt’s success in wet, chemical-rich environments is straightforward. The open-hinge architecture between modules creates natural drainage channels through the belt surface, allowing rinse water, CIP cleaning chemicals, and product spillage to drain freely rather than pooling on the belt surface or collecting in concealed cavities where microbial biofilms can establish. This is not merely an aesthetic or operational preference in the UK market — it is a direct compliance requirement under the FSA-enforced food hygiene regulations that apply to all UK food and drink manufacturing premises, as well as the BRC Global Standard for Food Safety, which UK retailers including Tesco, Sainsbury’s, and Waitrose require their beverage suppliers to hold.
The hinge rods connecting the modules are specified in food-grade stainless steel 316L or food-grade polypropylene depending on the chemical environment, ensuring no corrosion products enter the food zone. Module materials are certified to FDA 21 CFR and UK-retained EU Regulation 10/2011 food contact material standards, providing the documentary compliance trail that UK procurement teams require for supplier qualification. The result is a conveyor belt that is simultaneously a production asset and a documented food safety control.
Technical Specifications: Ever Power Plastic Modular Belt — Beverage Line Series
| Parameter | Specification | Relevant Beverage Line Zone |
|---|---|---|
| Belt Material | POM (Acetal), PP, PE, PA (Nylon) | FDA / UK food-contact compliant; all zones |
| Operating Temperature | -30 °C to +120 °C (material dependent) | Pasteuriser, cold-fill room, ambient |
| Pitch Options | 12.7 mm / 25.4 mm / 38.1 mm / 50.8 mm | Rinser, filler-capper, labeller, date coder |
| Belt Width | 100 mm – 3,000 mm (custom) | Single-lane craft to wide-format multi-lane |
| Maximum Belt Speed | Up to 180 m/min | High-speed canning (> 1,200 cans/min) |
| Open Area | 0 % (solid top) – 45 % (perforated) | Drainage zones, air-knife drying, CIP access |
| Chemical Resistance | NaOH, H2O2, citric acid, phosphoric acid, PAA | CIP / COP wash-down, all beverage types |
| Επιλογές επιφάνειας | Flat-top, roller-top, textured, perforated, cleated | Zone-specific grip, accumulation, incline |
| Colour Options | White, blue, grey, green, black (custom) | Foreign body detection; BRC colour coding |
| Hinge Rod Material | SS 316L, food-grade PP, or PVDF | Acid / alkali / chlorine environments |
| Typical Service Life | 3 – 7 years (beverage plant conditions) | ROI-positive vs PVC flat belt in 12–18 months |
Materials, Construction & Engineering Principles
The right material specification makes the difference between a belt that lasts three years and one that lasts seven
Acetal (POM) — High-Performance Standard
Polyoxymethylene — commonly known as acetal or POM — is the dominant material choice for plastic modular belts on the most demanding UK beverage filling line sections. POM’s low coefficient of friction reduces the operating noise that can breach UK workplace noise exposure regulations and decreases the motor load on conveyor drives. Its hardness makes it exceptionally resistant to the abrasive base edges of aluminium cans and PET bottle bases, which can wear softer belt surfaces surprisingly quickly on a line running at 1,200 containers per minute. Critically, POM maintains its dimensional precision across the temperature cycles typical of a UK beverage plant — from cold-fill room conditions to rinser wash temperatures — preventing the belt elongation and tracking problems that cause costly lane blockages and container tipping. It is fully resistant to the dilute citric acids, phosphoric acids, and sodium hydroxide wash solutions used in standard beverage CIP programmes at concentrations up to 4%.
Polypropylene (PP) — Chemical-Resistant Workhorse
Polypropylene plastic modular belts offer a compelling balance of chemical inertness and cost-effectiveness for UK beverage line sections where chemical exposure is severe but mechanical impact loads are moderate. PP is inherently resistant to strong alkalis — including the 2–3% NaOH solutions standard in UK beverage CIP systems — making it the preferred material for wash-down sections, labeller zones, and post-pasteuriser cooling tables where repeated alkaline cleaning is the dominant degradation mechanism. PP’s natural flexibility makes it the material of choice for curved conveyor sections, which are common in modern UK filling hall layouts designed to minimise footprint. The slightly higher flexibility also means PP modular belts generate less noise at transfer points than stiffer POM belts, which can be an advantage in acoustically sensitive areas of a factory. For UK plants converting from PVC flat belts to plastic modular systems on a budget-constrained capital project, PP-based belts typically offer the most favourable initial cost while delivering a dramatically longer service life.
PE, HDPE & Metal-Detectable Grades
High-density polyethylene (HDPE) and ultra-high-molecular-weight PE (UHMWPE) plastic modular belt grades are selected for applications requiring extreme chemical inertness — particularly in UK juice, dairy-adjacent drink, and functional beverage operations where oxidising cleaning agents including peracetic acid (PAA) and high-concentration hydrogen peroxide are used. PE grades also perform excellently in low-temperature applications down to -30 °C, making them standard in chilled UK beverage distribution centres and cold-fill processing rooms. For UK producers seeking compliance with the BRC Global Standard’s strict foreign body control requirements, Ever Power offers a dedicated metal-detectable and X-ray-detectable plastic modular belt range. These modules incorporate blue-coloured compounded-in detectable compounds that allow standard X-ray and metal detection systems to identify any fragment that enters the product zone — a critical capability for filling lines supplying into major UK retail multiples where retailer codes of practice mandate detectable conveyor components throughout the food contact zone.
Why UK Beverage Filling Lines Demand Plastic Modular Belts
 The environment inside a beverage bottle and can filling hall is among the most challenging in all of food manufacturing. Consider what the conveyor belt endures across a single production shift at a UK plant. It begins with the sustained impact of glass bottles or aluminium cans dropped and transferred at transfer points. It continues through the constant spray of rinser water and steam from pasteuriser zones. It absorbs repeated contact with carbonated beverage overflow — with its carbonic and associated organic acids — alongside the phosphoric acid character of cola drinks and the citric acidity of juice and energy beverages. At the end of each production run, it is subjected to a CIP wash programme using high-concentration sodium hydroxide, followed by acid rinse and sanitiser. For 18 to 22 hours per day, every day. Traditional PVC flat belts typically survive six to twelve months under these conditions before developing the edge fraying, surface cracking, and delamination that creates contamination risks and forces a full replacement shutdown.
The environment inside a beverage bottle and can filling hall is among the most challenging in all of food manufacturing. Consider what the conveyor belt endures across a single production shift at a UK plant. It begins with the sustained impact of glass bottles or aluminium cans dropped and transferred at transfer points. It continues through the constant spray of rinser water and steam from pasteuriser zones. It absorbs repeated contact with carbonated beverage overflow — with its carbonic and associated organic acids — alongside the phosphoric acid character of cola drinks and the citric acidity of juice and energy beverages. At the end of each production run, it is subjected to a CIP wash programme using high-concentration sodium hydroxide, followed by acid rinse and sanitiser. For 18 to 22 hours per day, every day. Traditional PVC flat belts typically survive six to twelve months under these conditions before developing the edge fraying, surface cracking, and delamination that creates contamination risks and forces a full replacement shutdown.
A correctly specified plastic modular belt eliminates these failure modes at the engineering level, not through coatings or surface treatments that eventually degrade. The injection-moulded thermoplastic modules are solid-body components — there is no laminated structure to delaminate, no rubber compound to swell, no coating to chip into the product stream. When a section of the belt is damaged — a module cracked by a misguided forklift, a hinge rod bent at a recurring mistracks point — the maintenance engineer does not stop the belt, remove it from the frame, and spend four hours sourcing and fitting a replacement. They stop the machine at the next scheduled micro-break, pull the damaged module section out of the live belt, snap replacement modules into position, and restart. Seven to twelve minutes. The rest of the belt runs throughout the following week, month, and year entirely undisturbed. For a UK canning line running at 1,000 cans per minute with a bottled-line value of approximately £4,000 per hour, the financial difference between a seven-minute module swap and a four-hour belt change is self-evident.
The compliance advantage is equally concrete. UK beverage manufacturers operate under the Food Safety Act 1990, the retained EU Food Hygiene Regulations (UK GDPR-equivalent retained Regulation 852/2004), and the BRC Global Standard requirements imposed by their retail customers. All of these frameworks require conveyor surfaces in food-contact or near-food-contact zones to be cleanable, durable, and non-contaminating. The open-hinge architecture of a plastic modular belt allows CIP spray to penetrate and drain through every part of the belt structure during each cleaning cycle — a physical hygiene advantage that a solid-surface PVC flat belt, however carefully cleaned, structurally cannot match.
Plastic Modular Belt Applications Across the Beverage Filling Line
From depalletising through to finished-product despatch — every zone has a specific modular belt specification
Rinser Section
The rinser subjects the belt to continuous water spray, inverted containers, and dilute chemical rinse agents. A perforated plastic modular belt with 30–45% open area and a roller-top surface is the standard specification here, allowing rinse water to drain freely while the roller surface reduces back-pressure on bottle bases — preventing the cosmetic base scuffing that brand owners and UK retailers will reject at inspection. POM material is specified for its dimensional stability and low friction in continuous wet running, ensuring reliable lane spacing into the filler at high throughput. Ever Power’s beverage-series perforated modules are available with chamfered leading edges to prevent container label catching during the inversion-and-reinversion cycle.
Filler-Capper Transfer Zone
The transfer point between filler and capper is the most mechanically stressed zone on any beverage filling line. Containers arrive at full line speed and any belt surface irregularity can cause a tipping event that triggers a jam, halts the line, and generates a wet, product-contaminated cleanup scenario. Flat-top plastic modular belts with a controlled-friction texture surface provide the ideal combination of container stability and smooth, predictable transfer. The module-to-module dimensional consistency of injection-moulded components — held to tolerances of ±0.1 mm in production — ensures that the belt surface remains geometrically flat across millions of cycles, unlike PVC flat belts that can develop surface undulations from uneven tension distribution as they age in a chemical-wet environment.
Pasteuriser & Tunnel Warmer
Pasteurisers represent the most thermally demanding application on a beverage filling line, cycling the belt surface repeatedly between rinse temperatures and pasteurisation conditions up to 85 °C in a single shift. Only a plastic modular belt specified for thermal stability — typically a hybrid POM grade or a high-temperature PP formulation — can maintain consistent belt tension and module pitch across this range. Standard belt materials that suffer thermal elongation cause tracking drift and uneven sprocket engagement, generating the accelerated wear and eventual catastrophic run-off that pasteuriser sections are notorious for in plants using conventional belt materials. Ever Power’s pasteuriser-grade plastic modular belts are engineered to maintain module pitch within ±0.2 mm across the full operating temperature range of the belt’s service life.
Labeller & Date Coder
Precision positioning is everything at the labeller. A plastic modular belt with a controlled-friction surface — achieved through module surface geometry rather than applied coatings that can degrade and contaminate — ensures containers arrive at the label application point in a consistent, upright, and correctly spaced orientation. The exact pitch repeatability of injection-moulded modules means container spacing is maintained to the tight tolerances demanded by modern high-speed rotary labellers and inline continuous inkjet date coders. For UK beverage producers supplying into major retail accounts, label placement accuracy is a retailer code-of-practice requirement, and the conveyor belt’s contribution to that accuracy is more significant than many plant engineers initially appreciate when troubleshooting label registration problems.
Secondary Packaging & Shrink-Wrap
After filling, capping, and labelling, beverage containers move into the secondary packaging section. Plastic modular belts with integrated side guards and cleat profiles are standard in the collation and accumulation sections, grouping containers into four-packs, six-packs, and twelve-pack trays before entry into the shrink tunnel. The heat resistance of POM modules supports running near the shrink tunnel entry, where radiant heat from the oven aperture can affect conventional belt materials. For UK multipack products, the precise container-to-container spacing maintained by the plastic modular belt’s consistent pitch ensures even shrink film distribution — a quality factor that directly affects consumer pack appearance on the supermarket shelf.
Cold-Fill & Chilled Distribution
UK producers of chilled juices, dairy-adjacent drinks, and premium mineral water require conveyor systems that perform reliably at temperatures down to -5 °C throughout the cold chain. Standard PVC flat belts become rigid and brittle below 0 °C, cracking at the hinge points and losing their grip surface — a failure mode that generates both contamination risk and production stoppages. Low-temperature PE and specialist PP plastic modular belt grades retain full mechanical flexibility and surface integrity from the cold-fill room through the chilled warehouse despatch conveyor. This cold-chain continuity directly supports UK FSA temperature control requirements for chilled beverage products and the due diligence obligations of UK retailers when auditing their chilled supply chain infrastructure.
Seven Reasons UK Beverage Manufacturers Are Switching to Plastic Modular Belts
In-Line Repairability
Individual modules replaced in under 15 minutes at the conveyor, without belt removal. UK engineers report 70–80% reduction in repair costs versus full flat belt replacement, and zero unplanned downtime events attributable to belt failure after switching to plastic modular belt systems on their filling lines.
Superior Wash-Down Hygiene
Open-hinge architecture eliminates the hidden stagnation zones that allow biofilm to establish on solid-surface belts. CIP solutions penetrate and drain through the full belt thickness. BRC-audited UK plants consistently report faster hygiene verification times and fewer recurring non-conformances after converting to plastic modular belt systems.
Full Chemical Compatibility
Resistant to NaOH, peracetic acid, H2O2, citric and phosphoric acids at concentrations used in standard UK beverage CIP schedules. No coating to delaminate, no rubber compound to swell, no metal to corrode. The thermoplastic base material is chemically inert to the full range of cleaning and sanitising agents in common UK beverage industry use.
Extended Service Life
Typical service life of 3–7 years in beverage filling service against 6–18 months for PVC flat belts. Total cost of ownership over five years consistently favours the plastic modular belt when replacement labour, production downtime, and hygiene compliance management costs are included in the calculation alongside the upfront belt investment.
Design Flexibility
Any width, any length, any surface profile — flat-top, roller-top, perforated, cleated, side-guarded, or curved. Retrofits directly to existing conveyor frames with standard sprockets and drive components in most installations. UK plant engineers cite design flexibility as the single most important selection factor when specifying plastic modular belts for complex multi-zone filling lines.
Noise Reduction
POM plastic modular belts running on UHMWPE wear strips generate significantly lower operating noise than metal chain conveyors. This directly supports compliance with UK Workplace (Health, Safety and Welfare) Regulations 1992 noise exposure limits, reducing legal risk without the capital investment of acoustic enclosures — a meaningful saving in the tight capital expenditure environments of most UK beverage manufacturers.
Sustainability Performance
Module-level replacement eliminates the waste of scrapping an entire belt for localised damage. End-of-life thermoplastic modules are recyclable. The dramatically extended service life reduces the embodied carbon footprint of conveyor consumables — an increasingly material metric for UK beverage manufacturers reporting under the Streamlined Energy and Carbon Reporting (SECR) framework introduced in 2019.
How a North Yorkshire Craft Brewery Cut Filling Line Downtime by 64% with Ever Power Plastic Modular Belts
Background: A craft brewery based in Harrogate, North Yorkshire — producing approximately 12 million cans annually of premium lager, IPA, and seasonal ales — had been running standard PVC flat belts on its Krones Craftmate filling line since commissioning in 2019. By mid-2022, the maintenance team was managing an average of 2.4 unplanned belt-related stoppages per month, each running to 3.5 hours on average. The alkaline CIP chemistry used between runs was degrading the PVC belt surface within 8–10 months, generating surface cracking that triggered microplastic contamination concerns and necessitated full belt replacement at an average contractor cost of £4,200 per changeover — exclusive of lost production revenue at the brewery’s blended bottled-line rate of approximately £3,800 per hour.
Solution: Following a free site survey by the Ever Power UK applications team, the brewery retrofitted the rinser, filler-capper, pasteuriser entry, and labeller sections of the line with Ever Power POM plastic modular belts — 25.4 mm pitch flat-top in the filler-capper and labeller sections, and 25.4 mm pitch perforated roller-top in the rinser and post-pasteuriser cooling zones. Installation was completed within a planned 48-hour maintenance shutdown window. No new conveyor frames were required. The total capital investment was £18,500 — approximately equivalent to four traditional PVC belt replacement cycles on this line.
Results — 12-month post-installation audit:
What UK Beverage Manufacturers Say About Ever Power Plastic Modular Belts
“We installed Ever Power plastic modular belts on our canning line last year and the improvement in maintenance time was immediate. Our engineer replaced a cracked module in 8 minutes during a scheduled micro-stop last month — that would have been a four-hour shutdown previously. The ROI calculation was straightforward and we would not go back to flat belts under any circumstances.”
“The hygiene advantage is real and measurable. Our BRC auditor specifically commented on the improved drainability in the rinser section during our last audit. We had a persistent non-conformance on the previous belt for two years that has not recurred since the switch. The Ever Power plastic modular belt system effectively closed a corrective action that we had been unable to resolve through cleaning schedule changes alone.”
“The custom belt arrived with dimensions accurate to within specification, fitted the existing drive shafts perfectly, and has run without a single unplanned stop in 14 months. Pricing was competitive for the quality, delivery was on time, and the technical support from the applications team was genuinely useful — not generic sales material. A reliable supplier for a demanding application.”
Ever Power: Manufacturing Capability & Custom Belt Solutions for UK Beverage Industry
Full end-to-end customisation capability — from specification through to delivery to your UK plant
Ever Power operates a purpose-built plastic modular belt manufacturing facility equipped with high-precision injection moulding machines, strict process controls, and a dedicated quality verification laboratory. Our production capability covers belt widths from 100 mm to over 3,000 mm, accommodating everything from the narrowest single-lane craft brewery conveyor to the widest multi-lane accumulation systems in large-scale UK national soft drink manufacturing. Pitch spacing, hinge rod diameter and material, open area percentage, cleat geometry, and surface texture profile are all available in configurations tailored to the exact requirements of each customer’s conveyor frame, throughput rate, and product type — not constrained to what is available in a standard distributor catalogue.
The factory’s custom service is built around a genuine technical understanding of the UK beverage sector’s regulatory and operational requirements. Every plastic modular belt produced for food-contact applications is manufactured from materials certified to FDA 21 CFR and UK-retained food contact Regulation 10/2011 standards, with full material batch traceability documentation provided with each shipment. UK customers requiring BRC compliance evidence — which represents the majority of our UK beverage orders — receive a complete compliance data package including migration test data, material safety data sheets in UK English, and a signed Declaration of Compliance referencing the specific module grades supplied. The factory holds ISO 9001:2015 certification for its quality management system, providing procurement teams at UK beverage manufacturers with the independent third-party verification that supplier qualification assessments require.
For UK manufacturers planning a retrofit to existing conveyor systems, Ever Power’s applications engineering team offers a free belt assessment service. Submit your existing belt dimensions, conveyor frame drawings, production speed, and operating environment details, and our engineers will specify the optimal plastic modular belt type, material, pitch, and surface configuration for each zone of your line. Standard custom orders ship to UK addresses within 15–25 working days from order confirmation. Express production options are available for urgent maintenance requirements, and trial sample belts for installation assessment are available at no charge for qualified UK beverage industry enquiries. Contact us directly for a same-day response to your specification enquiry.
Serving UK Beverage Manufacturers from Birmingham to Glasgow
The UK’s beverage manufacturing sector is geographically distributed across the country, with substantial production capacity in the West Midlands (carbonated soft drinks and energy beverages), Yorkshire and Humber (brewing, mineral water, and dairy drinks), the North West (premium spirits and mixers), Scotland (Scotch whisky, gin, and Highland spring water), and the South East (premium juice, functional beverages, and kombucha). Ever Power supplies plastic modular belt solutions directly to manufacturers across all of these regions, with sterling-denominated pricing, delivery duty paid (DDP) terms for direct container shipments, and UK-based technical applications support available for site assessments, installation guidance, and maintenance training programmes.
UK beverage manufacturers face a specific regulatory landscape that differs from other markets. Post-Brexit food contact material regulations sit under UK domestic law derived from retained EU legislation, with the FSA carrying enforcement responsibility for food contact material compliance in England, Scotland, and Wales. Ever Power’s UK-specific compliance documentation — reviewed and updated to reflect the current UK regulatory framework — makes procurement approval straightforward for quality assurance teams, removing the ambiguity that sometimes surrounds cross-border supply of food-contact manufacturing components in the post-Brexit environment.
For UK beverage producers supplying into major retail accounts — Tesco, Sainsbury’s, Asda, M&S Food, Waitrose, Morrison’s, Aldi UK, and Lidl GB — the BRC-auditable compliance documentation provided with every Ever Power plastic modular belt order directly supports the supplier quality assurance requirements these retailers impose on their beverage supply chains. This is not an incidental benefit; it is a designed feature of our supply proposition for the UK market, reflecting a decade of experience with the specific compliance demands that UK beverage retailers place on their manufacturing suppliers at every annual audit cycle.
Frequently Asked Questions
FAQPage + Speakable schema — apply via Yoast SEO or Schema Pro plugin for full structured data and voice search eligibility
Speak to an Ever Power Plastic Modular Belt Applications Engineer
Whether you are planning a new filling line in Leeds, retrofitting an existing canning line in Birmingham, replacing worn belts at a Glasgow brewery, or specifying a new pasteuriser conveyor for a Scottish spring water plant — Ever Power has the manufacturing capability and industry knowledge to deliver the right plastic modular belt solution for your UK operation.
📧 Get a Quote Now — [email protected]