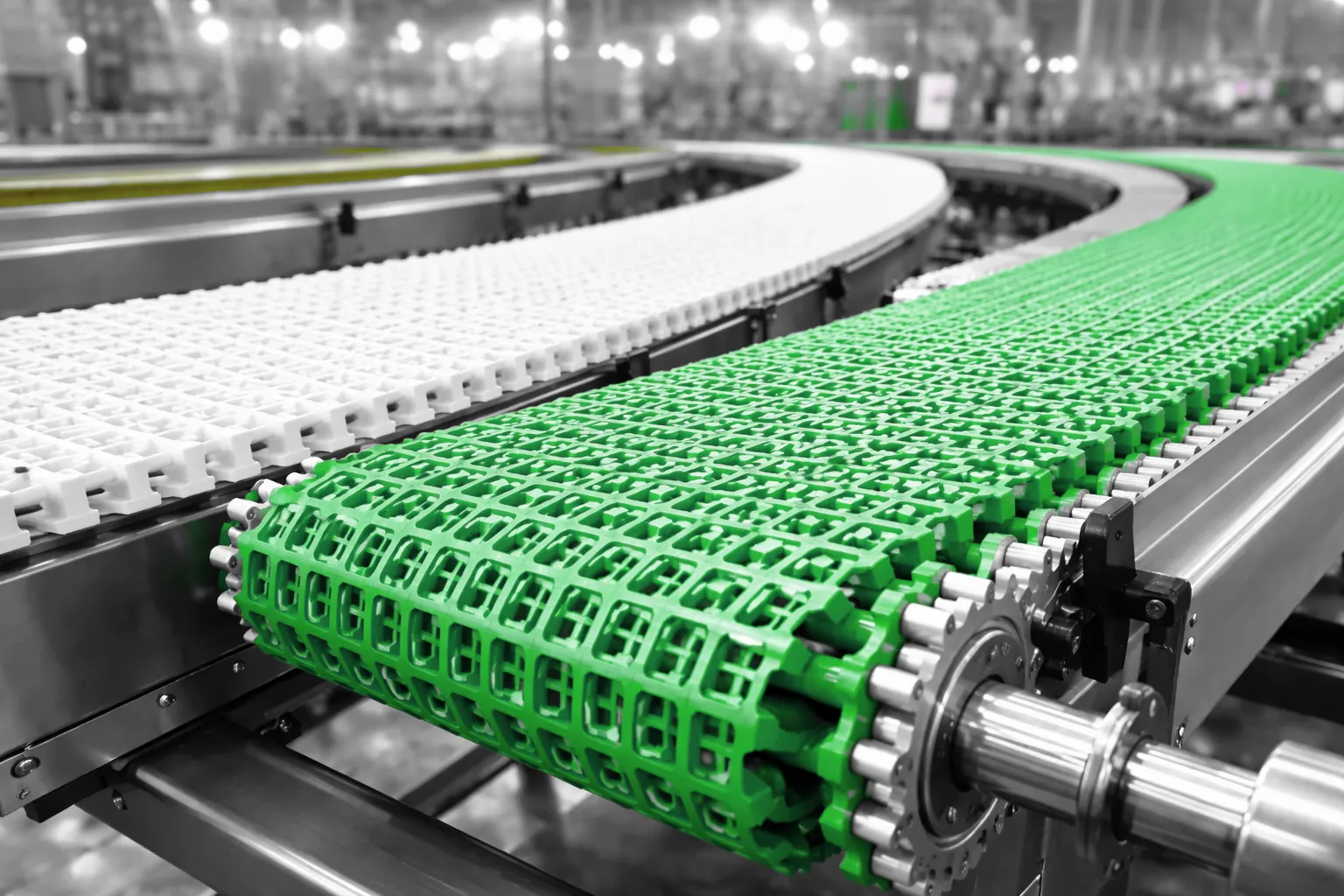
 Μέσα στα βαφεία αυτοκινήτων της Βρετανίας, η γραμμή μεταφοράς δεν είναι απλώς ένας μηχανισμός μεταφοράς — είναι η ραχοκοκαλιά ολόκληρης της διαδικασίας φινιρίσματος. Κάθε πάνελ αμαξώματος, κάθε υποσύνολο, κάθε πλαίσιο οχήματος που διέρχεται από μια δεξαμενή ηλεκτροστατικής επίστρωσης, έναν θάλαμο ασταρώματος ή έναν φούρνο τελικής επίστρωσης εξαρτάται εξ ολοκλήρου από την αξιοπιστία του ιμάντα από κάτω. Για δεκαετίες, οι παραδοσιακοί μεταφορικοί ιμάντες από χαλύβδινες λαμαρίνες και οι ελαστικοί ιμάντες ήταν η προεπιλεγμένη επιλογή. Σήμερα, ένας αυξανόμενος αριθμός βρετανικών κατασκευαστών αυτοκινήτων και προμηθευτών πρώτης βαθμίδας από τις Δυτικές Μίντλαντς έως το Σάντερλαντ αντικαθιστούν αυτά τα παλαιά συστήματα με πλαστικές αρθρωτές λύσεις ιμάντα που έχουν σχεδιαστεί ειδικά για τις χημικές, θερμικές και μηχανικές απαιτήσεις των σύγχρονων περιβαλλόντων βαφείων.
Μέσα στα βαφεία αυτοκινήτων της Βρετανίας, η γραμμή μεταφοράς δεν είναι απλώς ένας μηχανισμός μεταφοράς — είναι η ραχοκοκαλιά ολόκληρης της διαδικασίας φινιρίσματος. Κάθε πάνελ αμαξώματος, κάθε υποσύνολο, κάθε πλαίσιο οχήματος που διέρχεται από μια δεξαμενή ηλεκτροστατικής επίστρωσης, έναν θάλαμο ασταρώματος ή έναν φούρνο τελικής επίστρωσης εξαρτάται εξ ολοκλήρου από την αξιοπιστία του ιμάντα από κάτω. Για δεκαετίες, οι παραδοσιακοί μεταφορικοί ιμάντες από χαλύβδινες λαμαρίνες και οι ελαστικοί ιμάντες ήταν η προεπιλεγμένη επιλογή. Σήμερα, ένας αυξανόμενος αριθμός βρετανικών κατασκευαστών αυτοκινήτων και προμηθευτών πρώτης βαθμίδας από τις Δυτικές Μίντλαντς έως το Σάντερλαντ αντικαθιστούν αυτά τα παλαιά συστήματα με πλαστικές αρθρωτές λύσεις ιμάντα που έχουν σχεδιαστεί ειδικά για τις χημικές, θερμικές και μηχανικές απαιτήσεις των σύγχρονων περιβαλλόντων βαφείων.
Τι κάνει έναν μεταφορικό ιμάντα βαφής τόσο τεχνικά απαιτητικό; Σκεφτείτε το περιβάλλον: τα εξαρτήματα βυθίζονται συνεχώς ή ψεκάζονται με φωσφορικά μέσα, λουτρά ηλεκτρονικής επίστρωσης, αστάρια με βάση διαλύτη και τελικά χρώματα με βάση το νερό. Οι θερμοκρασίες εναλλάσσονται από τις ζώνες περιβάλλοντος έως τις ζώνες προεπεξεργασίας και τους φούρνους σκλήρυνσης που υπερβαίνουν τους 200 °C. Χημικές σταγόνες, ξεβγάλματα με νερό και έκθεση σε υπεριώδη ακτινοβολία συμβαίνουν ταυτόχρονα. Σε αυτό το πλαίσιο, η επιλογή του ιμάντα είναι μια μηχανική απόφαση που επηρεάζει άμεσα την ποιότητα της επιφάνειας, τον χρόνο λειτουργίας της παραγωγής και το συνολικό κόστος ιδιοκτησίας. Ένας λανθασμένα καθορισμένος ιμάντας εισάγει μόλυνση, προκαλεί διακοπές στη γραμμή παραγωγής και τελικά κοστίζει στους κατασκευαστές σε επανεπεξεργασία και αξιώσεις εγγύησης.
Γιατί οι γραμμές μεταφοράς βαφής ωθούν τους ιμάντες στα όριά τους
 Η διαδικασία βαφής αυτοκινήτων ακολουθεί μια αυστηρή ακολουθία: πλύσιμο προεπεξεργασίας, φωσφάτωση, εμβάπτιση με ηλεκτροστατική βαφή (e-coat), σφράγιση, εφαρμογή ασταριού, βασική επίστρωση χρώματος και διαφανές βερνίκι — κάθε στάδιο έχει το δικό του προφίλ θερμοκρασίας, χημική έκθεση και μηχανικό φορτίο. Ένας μόνο μεταφορικός ιμάντας πρέπει να επιβιώσει σε όλα αυτά τα στάδια συνεχώς σε βάρδιες που διαρκούν 16 έως 24 ώρες την ημέρα. Στα εργοστάσια του Ηνωμένου Βασιλείου που λειτουργούν με αρχές λιτής παραγωγής, υπάρχει πολύ μικρή ανοχή για μη προγραμματισμένο χρόνο διακοπής λειτουργίας. Μια βλάβη ιμάντα στη μέση της παραγωγής συνήθως πυροδοτεί μια σειρά από αλυσίδες: τα εξαρτήματα μπλοκάρουν, οι θάλαμοι βαφής πρέπει να αερίζονται, οι φούρνοι κρυώνουν και οι ακολουθίες επανεκκίνησης καταναλώνουν ώρες χαμένης παραγωγής. Ο οικονομικός αντίκτυπος μιας μόνο διακοπής λειτουργίας του βαφείου μπορεί να ξεπεράσει τις 50.000 λίρες την ημέρα σε μια εγκατάσταση OEM μεγάλου όγκου.
Η διαδικασία βαφής αυτοκινήτων ακολουθεί μια αυστηρή ακολουθία: πλύσιμο προεπεξεργασίας, φωσφάτωση, εμβάπτιση με ηλεκτροστατική βαφή (e-coat), σφράγιση, εφαρμογή ασταριού, βασική επίστρωση χρώματος και διαφανές βερνίκι — κάθε στάδιο έχει το δικό του προφίλ θερμοκρασίας, χημική έκθεση και μηχανικό φορτίο. Ένας μόνο μεταφορικός ιμάντας πρέπει να επιβιώσει σε όλα αυτά τα στάδια συνεχώς σε βάρδιες που διαρκούν 16 έως 24 ώρες την ημέρα. Στα εργοστάσια του Ηνωμένου Βασιλείου που λειτουργούν με αρχές λιτής παραγωγής, υπάρχει πολύ μικρή ανοχή για μη προγραμματισμένο χρόνο διακοπής λειτουργίας. Μια βλάβη ιμάντα στη μέση της παραγωγής συνήθως πυροδοτεί μια σειρά από αλυσίδες: τα εξαρτήματα μπλοκάρουν, οι θάλαμοι βαφής πρέπει να αερίζονται, οι φούρνοι κρυώνουν και οι ακολουθίες επανεκκίνησης καταναλώνουν ώρες χαμένης παραγωγής. Ο οικονομικός αντίκτυπος μιας μόνο διακοπής λειτουργίας του βαφείου μπορεί να ξεπεράσει τις 50.000 λίρες την ημέρα σε μια εγκατάσταση OEM μεγάλου όγκου.
Οι παραδοσιακοί μεταλλικοί μεταφορικοί ιμάντες διαβρώνονται στα όξινα και αλκαλικά στάδια προεπεξεργασίας. Οι ελαστικοί ιμάντες απορροφούν χημικές ουσίες και διογκώνονται, προκαλώντας προβλήματα παρακολούθησης και μόλυνση σωματιδίων που εμφανίζονται ως επιφανειακά ελαττώματα κάτω από το χρώμα. Οι υφασμάτινοι ιμάντες αποβάλλουν ίνες. Ακόμα και τα τυπικά πλαστικά μηχανικής μπορεί να σέρνονται υπό παρατεταμένο φορτίο σε υψηλές θερμοκρασίες φούρνου σκλήρυνσης. Ο πλαστικός αρθρωτός ιμάντας αντιμετωπίζει καθέναν από αυτούς τους τρόπους αστοχίας μέσω της επιστήμης των υλικών, της αρθρωτής γεωμετρίας και της ακριβούς κατασκευής — καθιστώντας τον την κυρίαρχη τεχνολογία ιμάντα στις νέες και αναβαθμισμένες προδιαγραφές μεταφορικών ταινιών βαφείων σε όλο το Ηνωμένο Βασίλειο.
Χημική αδράνεια
Οι μονάδες ακετάλης, πολυπροπυλενίου και πολυαιθυλενίου είναι ανθεκτικές στο φωσφορικό οξύ, τα αλκάλια, τους διαλύτες και τη χημεία του λουτρού ηλεκτρονικής επίστρωσης χωρίς να διογκώνονται ή να υποβαθμίζεται το φινίρισμα της επιφάνειας.
Σταθερότητα σε υψηλή θερμοκρασία
Οι εξειδικευμένες ποιότητες υψηλής θερμοκρασίας διατηρούν τη σταθερότητα των διαστάσεων μέσω φούρνων σκλήρυνσης έως και 220 °C, αποτρέποντας την ολίσθηση του ιμάντα και διασφαλίζοντας την συνεπή τοποθέτηση των εξαρτημάτων.
Δυνατότητα επισκευής σε αρθρωτά μέρη
Οι μεμονωμένες μονάδες αντικαθίστανται ηλεκτρονικά χωρίς να αφαιρείται ολόκληρος ο ιμάντας. Οι ομάδες συντήρησης μπορούν να αποκαταστήσουν την πλήρη ακεραιότητα του ιμάντα σε λίγα λεπτά αντί για ώρες, μειώνοντας δραστικά τον χρόνο διακοπής λειτουργίας.
Μηδενική Μόλυνση
Οι λείες επιφάνειες των μονάδων δεν αποβάλλουν ίνες, σωματίδια ή λιπαντικό. Η μεταφορά χωρίς ρύπους είναι κρίσιμη για την επίτευξη των φινιρισμάτων βαφής κατηγορίας Α που απαιτούνται από τα πρότυπα ποιότητας OEM.
Αποχέτευση με ανοιχτή άρθρωση
Τα σχέδια ανοιχτού και χωνευτού πλέγματος επιτρέπουν στα υγρά επεξεργασίας να στραγγίζουν ελεύθερα μέσω του ιμάντα σε δεξαμενές εμβάπτισης και στάδια πλύσης, αποτρέποντας τη συσσώρευση και εξασφαλίζοντας πλήρη κάλυψη της διαδικασίας.
Προσαρμοσμένο πλάτος και διαμόρφωση
Διατίθενται πλάτη από 100 mm έως 2.400 mm και ειδικά κατασκευασμένοι πλευρικοί οδηγοί, σφήνες και πτερύγια που ταιριάζουν με οποιοδήποτε υπάρχον πλαίσιο μεταφορικού ιμάντα ή νέες προδιαγραφές σχεδιασμού γραμμής.
Παράμετροι Τεχνικής Απόδοσης
Βασικές προδιαγραφές για πλαστικούς ιμάντες βαφής
| Παράμετρος | Τυπική Βαθμίδα | Υψηλής θερμοκρασίας βαθμός | Ανθεκτικό σε χημικά |
|---|---|---|---|
| Πρωτογενές Υλικό | Πολυπροπυλένιο (PP) | Ακετάλη (POM-C) | PVDF / UHMW-PE |
| Συνεχής θερμοκρασία λειτουργίας. | -20 °C έως 110 °C | -40 °C έως 220 °C | -60 °C έως 180 °C |
| Αντοχή σε εφελκυσμό | ≥ 28 MPa | ≥ 62 MPa | ≥ 45 MPa |
| Επιλογές προβολής | 12,7 χιλ. / 25,4 χιλ. | 25,4 χιλ. / 50,8 χιλ. | 12,7 χιλ. / 25,4 χιλ. |
| Ανοιχτή περιοχή (%) | 0% – 45% | 10% – 54% | 15% – 50% |
| Χημική αντοχή | Ήπια οξέα/αλκάλια | Μέτριοι διαλύτες | Ισχυρά οξέα, αλκάλια, διαλύτες |
| Μέγιστο πλάτος ζώνης | 2.000 χιλιοστά | 1.800 χιλιοστά | 2.400 χιλιοστά |
| Εγκρίσεις / Πρότυπα | ISO 9001:2015 | ISO 9001:2015, RoHS | ISO 9001:2015, REACH |
Επιστήμη Υλικών Πίσω από την Απόδοση του Ιμάντα Βαφής
 Η κατασκευή ενός πλαστικού αρθρωτού ιμάντα για χρήση σε βαφείο αυτοκινήτων ξεκινά με την επιλογή πολυμερούς. Το πολυπροπυλένιο (PP) αποτελεί εδώ και καιρό το βασικό εργαλείο στις τυπικές εφαρμογές μεταφορικών ταινιών — είναι ελαφρύ, ανθεκτικό στις περισσότερες αλκαλικές χημικές ουσίες προεπεξεργασίας και οικονομικά αποδοτικό σε κλίμακα. Ωστόσο, το PP μαλακώνει πάνω από τους 100 °C, γεγονός που περιορίζει τη χρήση του στη σκλήρυνση τμημάτων φούρνου. Το συμπολυμερές ακετάλης (POM-C) αντιμετωπίζει αυτόν τον περιορισμό με ένα συνεχές ανώτατο όριο λειτουργίας κοντά στους 220 °C και σημαντικά υψηλότερη ακαμψία, καθιστώντας το το υλικό επιλογής για τμήματα μεταφορικών ταινιών φούρνου όπου η παραμόρφωση του ιμάντα υπό φορτίο θα έθετε σε κίνδυνο την απόσταση του εξαρτήματος. Για τις πιο χημικά επιθετικές ζώνες — ιδιαίτερα τις δεξαμενές ηλεκτροεπικάλυψης που χρησιμοποιούν τόσο όξινες όσο και βασικές χημικές ουσίες λουτρού — οι μονάδες PVDF ή UHMW-PE προσφέρουν σχεδόν πλήρη χημική αδράνεια με ελάχιστη αλλαγή διαστάσεων σε παρατεταμένη έκθεση.
Η κατασκευή ενός πλαστικού αρθρωτού ιμάντα για χρήση σε βαφείο αυτοκινήτων ξεκινά με την επιλογή πολυμερούς. Το πολυπροπυλένιο (PP) αποτελεί εδώ και καιρό το βασικό εργαλείο στις τυπικές εφαρμογές μεταφορικών ταινιών — είναι ελαφρύ, ανθεκτικό στις περισσότερες αλκαλικές χημικές ουσίες προεπεξεργασίας και οικονομικά αποδοτικό σε κλίμακα. Ωστόσο, το PP μαλακώνει πάνω από τους 100 °C, γεγονός που περιορίζει τη χρήση του στη σκλήρυνση τμημάτων φούρνου. Το συμπολυμερές ακετάλης (POM-C) αντιμετωπίζει αυτόν τον περιορισμό με ένα συνεχές ανώτατο όριο λειτουργίας κοντά στους 220 °C και σημαντικά υψηλότερη ακαμψία, καθιστώντας το το υλικό επιλογής για τμήματα μεταφορικών ταινιών φούρνου όπου η παραμόρφωση του ιμάντα υπό φορτίο θα έθετε σε κίνδυνο την απόσταση του εξαρτήματος. Για τις πιο χημικά επιθετικές ζώνες — ιδιαίτερα τις δεξαμενές ηλεκτροεπικάλυψης που χρησιμοποιούν τόσο όξινες όσο και βασικές χημικές ουσίες λουτρού — οι μονάδες PVDF ή UHMW-PE προσφέρουν σχεδόν πλήρη χημική αδράνεια με ελάχιστη αλλαγή διαστάσεων σε παρατεταμένη έκθεση.
Η ίδια η αρθρωτή κατασκευή αποτελεί θεμελιώδες μηχανικό πλεονέκτημα. Κάθε μονάδα χυτεύεται με έγχυση με ακριβείς ανοχές και συνδέεται με γειτονικές μονάδες μέσω ράβδων από ανοξείδωτο χάλυβα ή πολυπροπυλένιο. Αυτό το μοτίβο αλληλοσύνδεσης, τοποθετημένο σε τούβλα, κατανέμει το εφελκυστικό φορτίο ομοιόμορφα σε όλο το πλάτος του ιμάντα, εξαλείφοντας τις καταστάσεις αστοχίας ενός σημείου των συγκολλημένων ή ραμένων δομών ιμάντα. Η γεωμετρία της άρθρωσης έχει σχεδιαστεί έτσι ώστε ο ιμάντας να εμπλέκεται και να αποσυνδέεται από τα δόντια του γραναζιού με ομαλή, σταθερή δύναμη — ακόμη και μετά από χιλιάδες ώρες θερμικού κύκλου. Σε περιβάλλοντα βαφείων όπου η διαστολή και η συστολή του ιμάντα από τις αλλαγές θερμοκρασίας θα προκαλούσαν την πλευρική κίνηση ενός συμβατικού ιμάντα, ο αρθρωτός σχεδιασμός προσαρμόζεται στη θερμική κίνηση μέσα σε κάθε σύνδεση μονάδας με μονάδα χωρίς να συσσωρεύεται σφάλμα διαστάσεων σε όλο το μήκος του ιμάντα.
Όπου οι πλαστικοί αρθρωτοί ιμάντες αποδίδουν μέσα στο βαφείο
Πέντε βασικές ζώνες διεργασίας — καθεμία με ξεχωριστές απαιτήσεις ιμάντα
Επιτυχία Πελατών: Midlands Automotive Tier-One Supplier
Αποτελέσματα πραγματικού κόσμου από ένα έργο ανακαίνισης βαφείου αυτοκινήτων στο Ηνωμένο Βασίλειο
Η Precision Body Parts Ltd. λειτουργεί ένα ειδικό βαφείο που προμηθεύει πάνελ θυρών και συγκροτήματα καπό σε έναν μεγάλο κατασκευαστή οχημάτων της Δυτικής Μίντλαντς. Το 2022, αντιμετώπισαν ένα αυξανόμενο ποσοστό βλαβών στον παλαιότερο μεταφορικό ιμάντα από χαλύβδινες λαμαρίνες — με μέσο όρο μία μη προγραμματισμένη διακοπή ανά δύο εβδομάδες, με διάρκεια μεταξύ τεσσάρων και οκτώ ωρών η καθεμία. Η μόλυνση από σκουριά από τις διαβρωμένες λαμαρίνες προκαλούσε βλάβες στην πρόσφυση του χρώματος σε περίπου 1,2% παραγωγής, προκαλώντας δαπανηρές επαναλήψεις και πρόστιμα από τους κατασκευαστές πρωτότυπου εξοπλισμού (OEM).
Σε συνεργασία με την τεχνική ομάδα της Ever Power, η Precision Body Parts προέβλεψε έναν ειδικά σχεδιασμένο ιμάντα από πλαστικό υψηλής θερμοκρασίας ακετάλης για τα τμήματα του φούρνου και έναν ιμάντα ποιότητας PVDF για τη ζώνη εμβάπτισης με ηλεκτρονική επίστρωση. Οι μηχανικοί της Ever Power ολοκλήρωσαν μια επιτόπια έρευνα, παρείχαν πλήρη σχέδια CAD για την ενσωμάτωση και παρείχαν προσυναρμολογημένα τμήματα ιμάντα για να επιταχύνουν την προγραμματισμένη διακοπή λειτουργίας. Η πλήρης αναβάθμιση — που καλύπτει και τα 380 μέτρα — ολοκληρώθηκε σε ένα μόνο χρονικό παράθυρο προγραμματισμένης συντήρησης 72 ωρών.
«Είχαμε δοκιμάσει δύο άλλους προμηθευτές ιμάντων πριν από την Ever Power. Κανένας από τους δύο δεν μπορούσε να διαχειριστεί τις θερμοκρασίες του φούρνου μας χωρίς να ξεφεύγει από την πορεία του. Ο αρθρωτός ιμάντας ακετάλης λειτουργεί εδώ και 18 μήνες χωρίς κανένα πρόβλημα παρακολούθησης. Η διαφορά στην αξιοπιστία είναι μέρα με τη νύχτα.»
Κόβεντρι, Δυτικά Μίντλαντς
«Η βαθμολογία μας στον ποιοτικό έλεγχο βελτιώθηκε κατά 11 μονάδες μετά την αλλαγή του ιμάντα. Τέλος στα σωματίδια σκουριάς στο λουτρό ηλεκτροστατικής βαφής, τέλος στις αστοχίες πρόσφυσης. Η τεχνική υποστήριξη από την Ever Power κατά τη φάση της σχεδίασης CAD ήταν εξαιρετική — κατάλαβαν αμέσως τους περιορισμούς της διαδικασίας μας.»
Σάντερλαντ, Βορειοανατολική Αγγλία
«Το αρθρωτό σύστημα επισκευής είναι πραγματικά επαναστατικό για την ομάδα συντήρησης. Όταν είχαμε μια μικρή σύγκρουση στη γραμμή το περασμένο τρίμηνο, αντικαταστήσαμε τις τέσσερις κατεστραμμένες μονάδες σε 20 λεπτά. Με τον παλιό μας ιμάντα από χαλύβδινες λαμαρίνες, αυτό θα ήταν ελάχιστο μισής ημέρας εργασίας. Τεράστιος αντίκτυπος στα στοιχεία μας για τον εξοπλισμό μας με εργοστασιακή ανάρτηση.»
Μπέρμιγχαμ, Δυτικά Μίντλαντς
Δυνατότητα Κατασκευής & Προσαρμογής κατά Παραγγελία
Δεν υπάρχουν δύο πανομοιότυπα βαφεία αυτοκινήτων. Τα πλάτη των γραμμών, τα μήκη των φούρνων, τα βάθη των δεξαμενών εμβάπτισης, οι χωρητικότητες φορτίου και οι ταχύτητες διεργασίας ποικίλλουν σημαντικά μεταξύ των εγκαταστάσεων — και μεταξύ των τμημάτων πολυτελών, εμπορικών και υψηλών επιδόσεων οχημάτων που έχουν όλα εδραιώσει σημαντικό αποτύπωμα παραγωγής σε όλη την Αγγλία, τη Σκωτία και την Ουαλία. Αυτός είναι ο λόγος για τον οποίο η προσέγγιση της Ever Power... πλαστική αρθρωτή ζώνη Η προμήθεια επικεντρώνεται αποκλειστικά στην προσαρμοσμένη μηχανική και όχι στην έτοιμη διανομή. Η εσωτερική ομάδα σχεδιασμού μας εργάζεται με βάση σχέδια AutoCAD που παρέχονται από τους πελάτες, μετρήσεις επιτόπιας έρευνας ή ακόμα και δείγματα παλαιού ιμάντα για να καθορίσει τη σωστή σειρά μονάδων, την ποιότητα υλικού, τον τύπο ράβδου μεντεσέ, το πλάτος και την υφή της επιφάνειας για κάθε ζώνη μεταφοράς.
Οι δυνατότητες κατασκευής κατά παραγγελία περιλαμβάνουν μοτίβα μονάδων με επίπεδο πλέγμα, ανοιχτό πλέγμα, επίπεδη επιφάνεια και υπερυψωμένες νευρώσεις, ενσωματωμένες πλευρικές προστατευτικές μονάδες και μονάδες ακμών για συγκράτηση, μονάδες με ενισχυμένη περίφραξη για κεκλιμένα τμήματα μεταφορικών ταινιών σε διατάξεις πολυώροφων βαφείων και μονάδες με χρωματική κωδικοποίηση ανά ζώνη για να βοηθούν το προσωπικό συντήρησης στην ταχεία αναγνώριση. Για πελάτες στο Ηνωμένο Βασίλειο που λειτουργούν σε περιβάλλοντα θαλάμων βαφής με διαβάθμιση ATEX, οι αντιστατικές ποιότητες ιμάντα που συμμορφώνονται με το πρότυπο EN 13463 κατασκευάζονται και παρέχονται με πιστοποίηση ιχνηλάσιμης ύλης. Οι ελάχιστες ποσότητες παραγγελίας είναι ευέλικτες — από ένα μόνο τμήμα ιμάντα αντικατάστασης για επείγουσα επισκευή έως πλήρεις σειρές παραγωγής που καλύπτουν μονάδες πολλαπλών γραμμών.
Είστε έτοιμοι να καθορίσετε τον ιμάντα βαφής σας;
Στείλτε μας τα σχέδια του μεταφορικού ιμάντα ή τις προδιαγραφές της διαδικασίας σας. Οι μηχανικοί μας απαντούν εντός μίας εργάσιμης ημέρας με μια προσαρμοσμένη πρόταση ιμάντα και ενδεικτική τιμολόγηση.
Εξυπηρετώντας τον Διάδρομο Αυτοκινητοβιομηχανίας του Ηνωμένου Βασιλείου
Το Ηνωμένο Βασίλειο παραμένει ένα από τα σημαντικότερα έθνη κατασκευής αυτοκινήτων στην Ευρώπη, με σημαντικές δραστηριότητες συναρμολόγησης και βαφής αμαξώματος συγκεντρωμένες στις Δυτικές Μίντλαντς, τη Νότια Ουαλία, τη Βορειοανατολική Αγγλία και το Μέρσεϊσαϊντ. Οι λειτουργίες βαφείων σε αυτές τις εγκαταστάσεις αντιπροσωπεύουν μερικά από τα πιο απαιτητικά κεφάλαια και ευαίσθητα στις διαδικασίες περιβάλλοντα παραγωγής στη βρετανική βιομηχανία. Όλο και περισσότερο, οι μηχανικοί προμηθειών και οι διευθυντές συντήρησης, τόσο σε επίπεδο OEM όσο και σε επίπεδο προμηθευτών πρώτης βαθμίδας, προδιαγράφουν λύσεις πλαστικών αρθρωτών ιμάντων ως μέρος ευρύτερων προγραμμάτων αξιοπιστίας και βελτίωσης της ποιότητας των εγκαταστάσεων — συχνά υποκινούμενοι από πρωτοβουλίες της Βιομηχανίας 4.0 που απαιτούν από συστήματα μεταφορικών ταινιών να ενσωματώνουν δεδομένα αισθητήρων για πλατφόρμες προγνωστικής συντήρησης.
Η Ever Power προμηθεύει και υποστηρίζει πελάτες του κλάδου της αυτοκινητοβιομηχανίας σε όλη την Αγγλία, τη Σκωτία και την Ουαλία, με απόθεμα στο Ηνωμένο Βασίλειο των πιο συνηθισμένων σειρών μονάδων, εξασφαλίζοντας ταχεία αποστολή — συνήθως εντός πέντε εργάσιμων ημερών για τυπικές διαμορφώσεις. Για πελάτες στο συγκρότημα αυτοκινήτων Midlands, οι τεχνικοί μας εκπρόσωποι είναι διαθέσιμοι για επιτόπιες συμβουλές εφαρμογών. Υποστηρίζουμε επίσης τους Σκωτσέζους κατασκευαστές εξαρτημάτων αυτοκινήτων και τις μονάδες εκτύπωσης και συναρμολόγησης με έδρα την Ουαλία, οι οποίοι επενδύουν σε νέες ή αναβαθμισμένες γραμμές φινιρίσματος βαφής στο πλαίσιο της μετάβασης σε πλατφόρμες EV. Καθώς οι κατασκευαστές οχημάτων επιταχύνουν τη μετάβασή τους σε ηλεκτρικές πλατφόρμες που απαιτούν ξεχωριστά φινιρίσματα βαφής και νέα αρχιτεκτονική αμαξώματος, η ζήτηση για συστήματα μεταφορικών ιμάντων με ακριβή σχεδιασμό που προστατεύουν τα πάνελ αμαξώματος υψηλής αξίας σε κάθε στάδιο της διαδικασίας φινιρίσματος αυξάνεται ραγδαία σε όλο το Ηνωμένο Βασίλειο.
Συχνές ερωτήσεις
Απαντήσεις στις πιο συχνές ερωτήσεις που κάνουν οι μηχανικοί αυτοκινήτων στο Ηνωμένο Βασίλειο σχετικά με τις προδιαγραφές του αρθρωτού ιμάντα βαφής
Ever Power — Ειδικοί σε πλαστικούς αρθρωτούς ιμάντες | Εξυπηρετώντας την αυτοκινητοβιομηχανία σε όλο το Ηνωμένο Βασίλειο
επεξεργασία από gzl