|
📍 Εξυπηρετεί εργοστάσια αυτοκινήτων σε όλη την Αγγλία, τη Σκωτία και την Ουαλία
|
Ενημερώθηκε: Ιούνιος 2025
 Τα βαφεία αυτοκινήτων αντιπροσωπεύουν ένα από τα πιο χημικά επιθετικά, θερμικά απαιτητικά και ευαίσθητα στη μόλυνση περιβάλλοντα στη σύγχρονη κατασκευή. Ένα μόνο σωματίδιο σκουριάς, γράσου ή μεταλλικών υπολειμμάτων που προσγειώνεται σε ένα φρεσκοβαμμένο πάνελ μπορεί να οδηγήσει σε ένα δαπανηρό ελάττωμα βαφής, κύκλο επανεπεξεργασίας ή αξίωση εγγύησης πελάτη. Αυτός είναι ο λόγος για τον οποίο οι εγκαταστάσεις από το Κόβεντρι έως τη Γλασκώβη έχουν αρχίσει να καθορίζουν τα πλαστικά αρθρωτά συστήματα ταινιών μεταφοράς ως την προτιμώμενη λύση μεταφοράς για μεταφορείς αμαξώματος σε λευκό χρώμα, βαμμένα πάνελ θυρών, προσόψεις προφυλακτήρων και συγκροτήματα καπό που κινούνται μέσα από σήραγγες προεπεξεργασίας, θαλάμους ψεκασμού και φούρνους σκλήρυνσης.
Τα βαφεία αυτοκινήτων αντιπροσωπεύουν ένα από τα πιο χημικά επιθετικά, θερμικά απαιτητικά και ευαίσθητα στη μόλυνση περιβάλλοντα στη σύγχρονη κατασκευή. Ένα μόνο σωματίδιο σκουριάς, γράσου ή μεταλλικών υπολειμμάτων που προσγειώνεται σε ένα φρεσκοβαμμένο πάνελ μπορεί να οδηγήσει σε ένα δαπανηρό ελάττωμα βαφής, κύκλο επανεπεξεργασίας ή αξίωση εγγύησης πελάτη. Αυτός είναι ο λόγος για τον οποίο οι εγκαταστάσεις από το Κόβεντρι έως τη Γλασκώβη έχουν αρχίσει να καθορίζουν τα πλαστικά αρθρωτά συστήματα ταινιών μεταφοράς ως την προτιμώμενη λύση μεταφοράς για μεταφορείς αμαξώματος σε λευκό χρώμα, βαμμένα πάνελ θυρών, προσόψεις προφυλακτήρων και συγκροτήματα καπό που κινούνται μέσα από σήραγγες προεπεξεργασίας, θαλάμους ψεκασμού και φούρνους σκλήρυνσης.
Σε αντίθεση με τις παραδοσιακές αλυσίδες χάλυβα ή τους επίπεδους ιμάντες από καουτσούκ, ένας καλά κατασκευασμένος πλαστικός αρθρωτός ιμάντας προσφέρει έναν εξαιρετικό συνδυασμό χημικής αδράνειας, διαστατικής σταθερότητας και υγιεινής αποστράγγισης ανοιχτού πλέγματος — όλα μέσα σε μια αρθρωτή αρχιτεκτονική που επιτρέπει την επισκευή ή την αναδιαμόρφωση επί τόπου χωρίς εξειδικευμένα εργαλεία. Πάνω από δεκαοκτώ χρόνια συνεργασίας με μηχανικούς γραμμής βαφής σε όλο το Ηνωμένο Βασίλειο και την Ευρώπη, έχω δει πώς η σωστή προδιαγραφή ιμάντα μπορεί να μειώσει τον χρόνο διακοπής λειτουργίας, τα περιστατικά μόλυνσης και το ετήσιο κόστος συντήρησης κατά ένα μετρήσιμο περιθώριο. Αυτό το άρθρο καλύπτει όλα όσα πρέπει να γνωρίζετε πριν επιλέξετε έναν πλαστικό αρθρωτό ιμάντα για τη γραμμή μεταφοράς του βαφείου αυτοκινήτων σας.
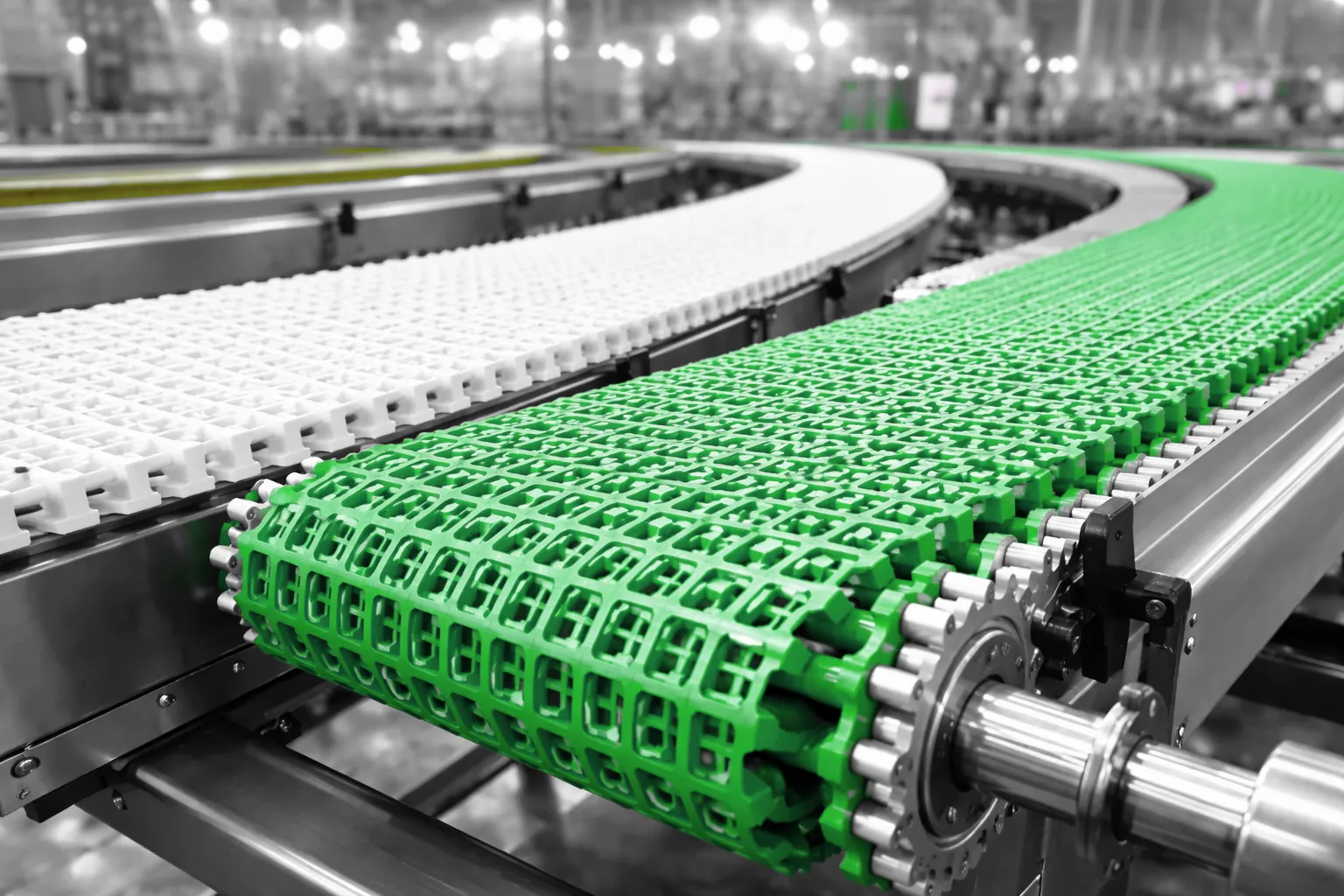
Πλαστικός αρθρωτός ιμάντας Ever Power εγκατεστημένος σε γραμμή μεταφοράς βαφείου αυτοκινήτων — σχεδιασμένος για χημική αντοχή και μηδενική μόλυνση.
Γιατί τα βαφεία αυτοκινήτων απαιτούν μια εξειδικευμένη πλαστική αρθρωτή ζώνη
 Οι γραμμές μεταφοράς βαφής λειτουργούν σε μια σειρά από ζώνες διεργασίας — δεξαμενές φωσφορίωσης και απολίπανσης, λουτρά εμβάπτισης με ηλεκτροστατική επίστρωση (e-coat), σταθμοί εφαρμογής στεγανωτικού, θάλαμοι ψεκασμού βασικής επίστρωσης και διαφανούς επίστρωσης και φούρνοι σκλήρυνσης υψηλής θερμοκρασίας που συνήθως φτάνουν τους 180–220 °C. Κάθε ζώνη επιβάλλει διαφορετικές μηχανικές και χημικές απαιτήσεις. Οι ατσάλινοι κρίκοι αλυσίδας διαβρώνονται γρήγορα σε χημικές ουσίες φωσφορίωσης, δημιουργώντας μόλυνση από σίδηρο που καταστρέφει την πρόσφυση του χρώματος. Οι επίπεδες ταινίες από καουτσούκ απορροφούν διαλύτες και διογκώνονται, προκαλώντας κακή ευθυγράμμιση και περιπλάνηση του ιμάντα. Οι ταινίες PVC μαλακώνουν και σέρνονται κάτω από τις θερμοκρασίες του φούρνου.
Οι γραμμές μεταφοράς βαφής λειτουργούν σε μια σειρά από ζώνες διεργασίας — δεξαμενές φωσφορίωσης και απολίπανσης, λουτρά εμβάπτισης με ηλεκτροστατική επίστρωση (e-coat), σταθμοί εφαρμογής στεγανωτικού, θάλαμοι ψεκασμού βασικής επίστρωσης και διαφανούς επίστρωσης και φούρνοι σκλήρυνσης υψηλής θερμοκρασίας που συνήθως φτάνουν τους 180–220 °C. Κάθε ζώνη επιβάλλει διαφορετικές μηχανικές και χημικές απαιτήσεις. Οι ατσάλινοι κρίκοι αλυσίδας διαβρώνονται γρήγορα σε χημικές ουσίες φωσφορίωσης, δημιουργώντας μόλυνση από σίδηρο που καταστρέφει την πρόσφυση του χρώματος. Οι επίπεδες ταινίες από καουτσούκ απορροφούν διαλύτες και διογκώνονται, προκαλώντας κακή ευθυγράμμιση και περιπλάνηση του ιμάντα. Οι ταινίες PVC μαλακώνουν και σέρνονται κάτω από τις θερμοκρασίες του φούρνου.
Ένας ειδικά κατασκευασμένος πλαστικός αρθρωτός ιμάντας, κατασκευασμένος από πολυπροπυλένιο (PP), ακετάλη (POM) ή νάιλον υψηλής θερμοκρασίας (PA), αποφεύγει όλες αυτές τις αστοχίες. Ο σχεδιασμός του αλληλοσυνδεόμενου αρθρωτού βήματος - συνήθως βήμα 25,4 mm ή 50,8 mm - κατανέμει το φορτίο ομοιόμορφα, αποτρέπει την χαλάρωση μεταξύ των ραγών στήριξης και επιτρέπει την ακριβή παρακολούθηση ακόμη και σε καμπύλα ή κεκλιμένα τμήματα της γραμμής βαφής. Οι παραλλαγές του ιμάντα με ανοιχτή άρθρωση και πλέγμα επιτρέπουν στα χημικά υγρά πλύσης και στο νέφος του θαλάμου ψεκασμού να στραγγίζουν ελεύθερα, διατηρώντας μια καθαρή επιφάνεια του ιμάντα ανά πάσα στιγμή.
Αντοχή στη θερμότητα κατάλληλο για φούρνο
Οι ιμάντες από νάιλον υψηλής θερμοκρασίας και οι ενισχυμένοι με PEEK αρθρωτοί ιμάντες διατηρούν συνεχή λειτουργία έως και 220 °C εντός φούρνων σκλήρυνσης με ηλεκτροστατική βαφή και ηλεκτροστατική βαφή χωρίς παραμόρφωση ή ενανθράκωση λιπαντικού.
Χημική αδράνεια
Οι ποιότητες πολυπροπυλενίου και ακετάλης είναι ανθεκτικές στο φωσφορικό οξύ, το φωσφορικό ψευδάργυρο, τα αλκαλικά απολιπαντικά, τους ηλεκτρολύτες καθοδικής ηλεκτρονικής επίστρωσης και τις χημικές ουσίες χρωμάτων με βάση διαλύτες — υλικά που καταστρέφουν τη συμβατική αλυσίδα σε λίγους μήνες.
Επισκευή αρθρωτών μονάδων χωρίς εργαλεία
Οι μεμονωμένες μονάδες ιμάντα μπορούν να αφαιρεθούν και να αντικατασταθούν σε λίγα λεπτά χωρίς να αφαιρεθεί ολόκληρος ο ιμάντας από το πλαίσιο. Αυτό διατηρεί τα προγραμματισμένα χρονικά διαστήματα συντήρησης σύντομα και τις απρόβλεπτες διακοπές λειτουργίας σπάνιες — κρίσιμο σημείο σε μια λειτουργία βαφής αυτοκινήτου 24/7.
Παράμετροι Τεχνικής Απόδοσης
Ο παρακάτω πίνακας συνοψίζει τα βασικά δεδομένα απόδοσης για τις ποιότητες πλαστικών αρθρωτών ιμάντων Ever Power που χρησιμοποιούνται συχνότερα για γραμμές μεταφοράς βαφείων αυτοκινήτων στο Ηνωμένο Βασίλειο. Όλες οι τιμές είναι ονομαστικές. Οι ακριβείς προδιαγραφές εξαρτώνται από το βήμα, το πλάτος και τη θερμοκρασία εφαρμογής του ιμάντα.
Σενάρια εφαρμογής ανά ζώνη κατά μήκος της γραμμής βαφής
 Ένα σύγχρονο βαφείο αυτοκινήτων δεν είναι ένα ενιαίο ομοιογενές περιβάλλον — είναι μια ακολουθία διακριτών ζωνών διεργασίας, καθεμία από τις οποίες θέτει διαφορετικές απαιτήσεις στο υλικό του μεταφορικού ιμάντα. Η αντιστοίχιση της σωστής ποιότητας πλαστικού αρθρωτού ιμάντα και του κατάλληλου σχεδίου επιφάνειας σε κάθε ζώνη είναι ο πυρήνας της καλής μηχανικής των μεταφορικών ταινιών και ακριβώς εκεί αποδίδουν καρπούς δεκαοκτώ χρόνια επιτόπιας εργασίας. Παρακάτω παρουσιάζεται μια ανάλυση ανά ζώνη για το πώς οι προδιαγραφές των αρθρωτών ιμάντα μεταφράζονται σε πραγματικά οφέλη απόδοσης.
Ένα σύγχρονο βαφείο αυτοκινήτων δεν είναι ένα ενιαίο ομοιογενές περιβάλλον — είναι μια ακολουθία διακριτών ζωνών διεργασίας, καθεμία από τις οποίες θέτει διαφορετικές απαιτήσεις στο υλικό του μεταφορικού ιμάντα. Η αντιστοίχιση της σωστής ποιότητας πλαστικού αρθρωτού ιμάντα και του κατάλληλου σχεδίου επιφάνειας σε κάθε ζώνη είναι ο πυρήνας της καλής μηχανικής των μεταφορικών ταινιών και ακριβώς εκεί αποδίδουν καρπούς δεκαοκτώ χρόνια επιτόπιας εργασίας. Παρακάτω παρουσιάζεται μια ανάλυση ανά ζώνη για το πώς οι προδιαγραφές των αρθρωτών ιμάντα μεταφράζονται σε πραγματικά οφέλη απόδοσης.
Υλικά, Αρχές Κατασκευής & Πώς Λειτουργεί Στην Πραγματικότητα η Ζώνη
ΕΝΑ πλαστική αρθρωτή ζώνη Δεν είναι μια ενιαία εξωθημένη ταινία — είναι ένα ακριβές σύνολο από μεμονωμένα χυτευμένες θερμοπλαστικές μονάδες που συνδέονται με ανοξείδωτο χάλυβα ή θερμοπλαστικές ράβδους άρθρωσης. Κάθε μονάδα χυτεύεται με έγχυση με αυστηρές διαστατικές ανοχές, εξασφαλίζοντας συνεπή εμπλοκή βήματος με τον οδοντωτό τροχό κίνησης και ομοιόμορφη κατανομή φορτίου σε όλο το πλάτος του ιμάντα. Η αρθρωτή αρχιτεκτονική επιτρέπει τον συνδυασμό διαφορετικών επιφανειακών μοτίβων — επίπεδο πλέγμα, ανοιχτό πλέγμα, επίπεδη κορυφή, υπερυψωμένη νεύρωση ή κυλινδρική κορυφή — στην ίδια διαδρομή ιμάντα για την αντιμετώπιση πολλαπλών απαιτήσεων διεργασίας χωρίς αλλαγή ιμάντα.
PP (Πολυπροπυλένιο)
Ελαφρύ, εξαιρετικά ανθεκτικό στα χημικά, οικονομικό. Ιδανικό για ζώνες προεπεξεργασίας και πλύσης. Διατίθεται σε παραλλαγές κατάλληλες για τρόφιμα και σε παραλλαγές που απορροφούν ηλεκτροστατικές εκκενώσεις.
POM (Ακετάλη / Δελρίνη)
Εξαιρετική ακαμψία, χαμηλή τριβή, ανώτερη σταθερότητα διαστάσεων. Η βασική επιλογή για βαμμένους μεταφορικούς ιμάντες μεταφοράς πάνελ και γραμμές επιθεώρησης που απαιτούν ακρίβεια θέσης.
PA (νάιλον) HT βαθμού
Το νάιλον ενισχυμένο με υαλονήματα ή ανθρακονήματα αντέχει σε συνεχείς θερμοκρασίες φούρνου έως και 220 °C. Διατηρεί τις μηχανικές του ιδιότητες για χιλιάδες θερμικούς κύκλους.
Ράβδοι μεντεσέδων από ανοξείδωτο χάλυβα
Οι πείροι μεντεσέδων από ανοξείδωτο χάλυβα 304 ή 316L αντιστέκονται στη διάβρωση σε χημικές ζώνες διατηρώντας παράλληλα την ακριβή ευθυγράμμιση του βήματος. Αντικαταστάσιμο χωρίς αποσυναρμολόγηση του ιμάντα στις περισσότερες διαμορφώσεις.
Επιτυχία στον Πραγματικό Κόσμο: Μελέτη Περίπτωσης Προμηθευτή Αυτοκινητοβιομηχανίας Επιπέδου 1 στο Ηνωμένο Βασίλειο
Βασισμένο σε ένα έργο που ολοκληρώθηκε για έναν κατασκευαστή πλαστικών προσόψεων προφυλακτήρων στα Δυτικά Μίντλαντς της Αγγλίας.
Πρόκληση
Ένας προμηθευτής προφυλακτήρων αυτοκινήτων Tier 1 των West Midlands αντιμετώπιζε κατά μέσο όρο 2,3 περιστατικά ελαττωμάτων βαφής ανά βάρδια που οφείλονταν σε μόλυνση του μεταφορικού ιμάντα — κυρίως εναποθέσεις λιπαντικού από την παλαιωμένη αλυσίδα και σωματίδια σιδήρου από διαβρωμένους κρίκους αλυσίδας που εισέρχονταν στον θάλαμο ψεκασμού βασικής στρώσης. Το ετήσιο κόστος επανεπεξεργασίας μόνο από ελαττώματα βαφής ξεπέρασε τις 180.000 λίρες. Η υπάρχουσα χαλύβδινη αλυσίδα απαιτούσε επίσης εβδομαδιαία λίπανση, καταναλώνοντας περίπου 8 ώρες τεχνικού χρόνου και παράγοντας επικίνδυνα απόβλητα για απόρριψη.
Διάλυμα
Η Ever Power παρείχε μια πλήρη διαδρομή 47 μέτρων με επίπεδη κορυφή ακετάλης (POM) διαμέτρου 50,8 mm. πλαστική αρθρωτή ζώνη, πλάτους 600 mm, με ενσωματωμένες μονάδες πλευρικής προστασίας για την αποτροπή επαφής της άκρης του προφυλακτήρα με τα εξαρτήματα του πλαισίου. Η ποιότητα νάιλον υψηλής θερμοκρασίας προδιαγράφηκε για το τμήμα φούρνου 60 μέτρων, με ονομαστική θερμοκρασία 185 °C συνεχούς λειτουργίας. Όλες οι ράβδοι μεντεσέδων ήταν από ανοξείδωτο χάλυβα 316L για αντοχή στη διάβρωση στη ζώνη προεπεξεργασίας φωσφορικών. Η ομάδα μηχανικών μας διεξήγαγε επιτόπια έρευνα και παρείχε σχέδια διάταξης ιμάντα σε επίπεδο CAD πριν από την κατασκευή για να επιβεβαιώσει τη συμβατότητα με την υπάρχουσα διαμόρφωση κυλίνδρων κίνησης και επιστροφής.
Αποτελέσματα (12 μήνες μετά την εγκατάσταση)
94%
Μείωση περιστατικών ελαττωμάτων βαφής που σχετίζονται με μεταφορικούς ιμάντες
160.000 λίρες
Ετήσια εξοικονόμηση σε κόστος επανεπεξεργασίας και εργασίας
Μηδέν
Λίπανση ιμάντα ανά έτος (ξηρή λειτουργία)
8 λεπτά
Μέσος χρόνος αντικατάστασης μονάδας (μειωμένος από 4 ώρες για την αλυσίδα)
Τι λένε οι πελάτες μας
«Αντικαταστήσαμε ολόκληρη την αλυσίδα ζώνης φωσφορίωσης με την ζώνη PP ανοιχτού πλέγματος της Ever Power και η διαφορά ήταν άμεση. Τέλος οι καφέ ραβδώσεις μόλυνσης στα πάνελ που βγαίνουν από τη σήραγγα προεπεξεργασίας. Η ζώνη λειτουργεί εδώ και 14 μήνες χωρίς να αντικατασταθεί ούτε μία μονάδα.»
— Μηχανικός Εργοστασίου, κατασκευαστής πάνελ αμαξώματος αυτοκινήτων
📍 Σάντερλαντ, Βορειοανατολική Αγγλία
«Ο ιμάντας από νάιλον υψηλής θερμοκρασίας για τον φούρνο σκλήρυνσης ήταν μια απόλυτη αποκάλυψη. Αλλάζαμε την παλιά ατσάλινη αλυσίδα κάθε οκτώ μήνες λόγω της κόπωσης που σχετίζεται με τη θερμότητα. Αυτός ο πλαστικός αρθρωτός ιμάντας οδεύει προς το δεύτερο έτος της και φαίνεται ολοκαίνουργιος. Ο υπολογισμός της απόδοσης επένδυσης (ROI) ήταν απλός.»
— Διευθυντής Συντήρησης, εγκατάσταση επιστρώσεων προφυλακτήρων και διακοσμητικών στοιχείων
📍 Δυτικά Μίντλαντς, Αγγλία
«Η ομάδα μηχανικών της Ever Power ήρθε επί τόπου, μέτρησε τα πάντα και παρέδωσε έναν ανταλλακτικό ιμάντα που ταίριαζε τέλεια στο υπάρχον πλαίσιο μας. Ο χρόνος παράδοσης ήταν 12 εργάσιμες ημέρες — εντυπωσιακός για ένα προσαρμοσμένο πλάτος. Τους συνιστώ ανεπιφύλακτα σε οποιοδήποτε βαφείο στο Ηνωμένο Βασίλειο που θέλει να μειώσει τον χρόνο διακοπής λειτουργίας και τη μόλυνση.»
— Διευθυντής Παραγωγής, Επιστρωτής πάνελ πόρτας Tier 1
📍 Ντέρμπι, Ανατολικές Μίντλαντς, Αγγλία
Ever Power: Μηχανική Προσαρμοσμένων Ιμάντων για Βρετανικές Αυτοκινητοβιομηχανικές Εγκαταστάσεις
Δεν υπάρχουν δύο πανομοιότυπες σειρές βαφής αυτοκινήτων. Το πλάτος της ταινίας, το βήμα, το μοτίβο της επιφάνειας, το χρώμα της μονάδας, το υλικό της ράβδου άρθρωσης, το ύψος της πλευρικής προστασίας και το προφίλ της ακμής είναι όλες μεταβλητές που πρέπει να ταιριάζουν με το συγκεκριμένο πλαίσιο του μεταφορικού σας ιμάντα, τις διαστάσεις του πάνελ και τη χημική διαδικασία. Η Ever Power διαθέτει μια ειδική υπηρεσία μηχανικής ιμάντα κατά παραγγελία, υποστηρίζοντας τους πελάτες στο Ηνωμένο Βασίλειο από την αρχική έρευνα έως την τελική εγκατάσταση. Η μονάδα παραγωγής μας διατηρεί εργαλεία καλουπιού για πάνω από 120 παραλλαγές μονάδων ιμάντα σε πέντε οικογένειες πολυμερών, με τη δυνατότητα παραγωγής εργαλείων καλουπιού κατά παραγγελία για μη τυποποιημένες εφαρμογές εντός συμφωνημένων χρόνων παράδοσης.
Για τους πελάτες βαφείων αυτοκινήτων στην Αγγλία, τη Σκωτία και την Ουαλία, προσφέρουμε σχεδιασμό διάταξης ιμάντα που βασίζεται σε CAD ως τυπικό μέρος της διαδικασίας προσφοράς — όχι ως πρόσθετο. Οι μηχανικοί μας θα εξετάσουν τα τρέχοντα σχέδια του μεταφορικού σας ιμάντα, θα εντοπίσουν πιθανά προβλήματα παρακολούθησης ή τάσης και θα προτείνουν την πιο οικονομική προδιαγραφή ιμάντα πριν δεσμευτείτε για μια παραγγελία. Διατηρούμε απόθεμα των πιο δημοφιλών τύπων μονάδων PP και POM για αποστολή την ίδια εβδομάδα και μπορούμε να κανονίσουμε επείγουσα επιτόπια υποστήριξη μέσω του δικτύου συνεργατών μας στο Ηνωμένο Βασίλειο, όταν διακυβεύεται η συνέχεια της παραγωγής.
🏭 Εργαλεία κατά παραγγελία για καλούπια
Σχεδιασμοί μονάδων κατά παραγγελία για μη τυποποιημένα πλάτη ή προφίλ επιφάνειας
📐 Σχεδιασμός διάταξης ιμάντα CAD
Πλήρης έλεγχος συμβατότητας με το υπάρχον πλαίσιο μεταφορικού ιμάντα σας πριν από την κατασκευή
📦 Ρυθμιστικό Απόθεμα Ηνωμένου Βασιλείου
Διαθέσιμες μονάδες PP & POM για αποστολή την ίδια εβδομάδα σε τοποθεσίες στο Ηνωμένο Βασίλειο
🔬 Πιστοποίηση Υλικών
Πλήρης τεκμηρίωση RoHS και REACH παρέχεται με κάθε παραγγελία
Πλαστική αρθρωτή ζώνη έναντι ατσάλινης αλυσίδας: Μια άμεση σύγκριση για χρήση σε βαφείο
Συχνές ερωτήσεις
Ποιο είναι το καλύτερο πλαστική αρθρωτή ζώνη υλικό για φούρνο σκλήρυνσης υψηλής θερμοκρασίας σε βαφείο αυτοκινήτων στο Ηνωμένο Βασίλειο;
Για συνεχείς θερμοκρασίες φούρνου μεταξύ 160–220 °C, το νάιλον υψηλής θερμοκρασίας (PA) ενισχυμένο με υαλοβάμβακα είναι η στάνταρ επιλογή του κλάδου. Διατηρεί τη δομική ακεραιότητα για χιλιάδες θερμικούς κύκλους χωρίς παραμόρφωση ή ενανθράκωση λιπαντικού, γεγονός που εξαλείφει τον κίνδυνο μόλυνσης που σχετίζεται με τη λίπανση της χαλύβδινης αλυσίδας μέσα στους φούρνους σκλήρυνσης βαφής. Η ποιότητα νάιλον HT της Ever Power έχει επικυρωθεί σε ζωντανούς μεταφορικούς ιμάντες φούρνων αυτοκινήτων σε όλη την Αγγλία για πάνω από τέσσερα χρόνια.
Πόσο κοστίζει ένας πλαστικός αρθρωτός ιμάντας για μια γραμμή μεταφοράς βαφής αυτοκινήτων στο Ηνωμένο Βασίλειο και τι επηρεάζει την τιμή;
Η τιμολόγηση εξαρτάται από το πλάτος της ταινίας, το βήμα, την ποιότητα του πολυμερούς, το σχέδιο της επιφάνειας και το συνολικό μήκος της διαδρομής. Οι τυπικές ταινίες ανοιχτού πλέγματος PP ξεκινούν από περίπου £18–£35 ανά μέτρο ανά 100 mm πλάτους. Οι ποιότητες νάιλον υψηλής θερμοκρασίας έχουν υψηλότερη τιμή λόγω του κόστους υλικών και χύτευσης. Ο καλύτερος τρόπος για να λάβετε μια ακριβή τιμή είναι να επικοινωνήσετε απευθείας με την Ever Power στη διεύθυνση [email protected] με τις διαστάσεις της γραμμής σας και τις θερμοκρασίες διεργασίας σας.
Ποιο μοτίβο επιφάνειας πλαστικού αρθρωτού ιμάντα πρέπει να καθορίσω για το τμήμα του θαλάμου ψεκασμού του μεταφορικού ιμάντα βαφής μου;
Ένας λείος ιμάντας ακετάλης (POM) με επίπεδη επιφάνεια είναι η συνιστώμενη επιλογή για τα τμήματα του θαλάμου ψεκασμού. Η μη πορώδης, επίπεδη επιφάνεια ελαχιστοποιεί τον εκτεθειμένο όγκο των μεντεσέδων, μειώνοντας την παραγωγή σωματιδίων σχεδόν στο μηδέν. Επίσης, αποτρέπει την απορρόφηση υπερβολικού ψεκασμού, η οποία είναι μια συνηθισμένη λειτουργία αστοχίας με τους ελαστικούς ιμάντες — οι απορροφημένοι διαλύτες εκπέμπουν αέρια κατά τον επόμενο κύκλο θέρμανσης και μολύνουν τις φρέσκες επιστρώσεις βαφής στην επιφάνεια του πάνελ από πάνω.
Πού μπορώ να βρω έναν αξιόπιστο προμηθευτή πλαστικών αρθρωτών ιμάντων που προσφέρει προσαρμοσμένα πλάτη και παραδίδει σε εργοστάσια αυτοκινήτων σε όλη την Αγγλία και την Ουαλία;
Η Ever Power εξυπηρετεί εγκαταστάσεις παραγωγής αυτοκινήτων σε ολόκληρο το Ηνωμένο Βασίλειο, συμπεριλαμβανομένων των Δυτικών Μίντλαντς, της Βορειοανατολικής Αγγλίας, των Ανατολικών Μίντλαντς, της Νότιας Ουαλίας και της Σκωτίας. Προσφέρουμε προσαρμοσμένα πλάτη, μη τυποποιημένες κλίσεις και ειδικά μοτίβα επιφανειών με πλήρη υποστήριξη CAD. Διατηρούμε απόθεμα buffer για γρήγορη αποστολή και οι μηχανικοί εφαρμογών μας μπορούν να κανονίσουν επιτόπιες επισκέψεις για μεγαλύτερα έργα. Επικοινωνήστε μαζί μας στο [email protected].
Πώς μπορώ να ξέρω αν το υπάρχον πλαίσιο του μεταφορικού ιμάντα βαφής μου είναι συμβατό με αντικατάσταση πλαστικού αρθρωτού ιμάντα;
Η συμβατότητα καθορίζεται από το βήμα του γραναζιού κίνησης (πρέπει να ευθυγραμμίζεται με το βήμα του ιμάντα), τη διάμετρο του κυλίνδρου επιστροφής, την ανοχή πλάτους πλαισίου και το κατά πόσον το υπάρχον υλικό της βάσης ολίσθησης είναι αρκετά λείο για λειτουργία ιμάντα χαμηλής τριβής. Η Ever Power προσφέρει μια δωρεάν αξιολόγηση συμβατότητας — είτε επί τόπου είτε από τα υπάρχοντα σχέδια του μεταφορικού σας ιμάντα — ως τυπικό μέρος κάθε προσφοράς. Αυτό εξασφαλίζει μια πραγματική αντικατάσταση χωρίς δαπανηρές τροποποιήσεις στη δομή του μεταφορικού ιμάντα.
Πότε είναι η κατάλληλη στιγμή για να αντικαταστήσω την ατσάλινη αλυσίδα με έναν πλαστικό αρθρωτό ιμάντα σε μια γραμμή βαφής αμαξώματος αυτοκινήτου για να μεγιστοποιήσω την απόδοση της επένδυσης;
Το ιδανικό παράθυρο μετατροπής είναι κατά τη διάρκεια μιας προγραμματισμένης διακοπής λειτουργίας του εργοστασίου ή μιας ετήσιας γενικής επισκευής. Η μετατροπή σε μια γραμμή που λειτουργεί ενέχει τον κίνδυνο μη προγραμματισμένου χρόνου διακοπής λειτουργίας. Οι περισσότεροι πελάτες αυτοκινήτων στο Ηνωμένο Βασίλειο ανακτούν την επένδυση εντός 12-18 μηνών μέσω της εξάλειψης του κόστους λίπανσης, της μειωμένης επανεπεξεργασίας από ελαττώματα μόλυνσης και της σημαντικά μεγαλύτερης διάρκειας ζωής του ιμάντα σε σύγκριση με την αλυσίδα χάλυβα σε χημικά επιθετικά περιβάλλοντα βαφείου.
Είστε έτοιμοι να εξαλείψετε τη ρύπανση και τον χρόνο διακοπής λειτουργίας του μεταφορικού ιμάντα βαφής σας;
Μιλήστε σήμερα με έναν μηχανικό εφαρμογών της Ever Power. Εξυπηρετούμε κατασκευαστές αυτοκινήτων σε όλη την Αγγλία, τη Σκωτία και την Ουαλία με προσαρμοσμένες λύσεις πλαστικών αρθρωτών ιμάντων, γρήγορη παράδοση και τεχνική υποστήριξη επί τόπου.
📧 Λάβετε μια Δωρεάν Προσαρμοσμένη Προσφορά →
[email protected] · Ever Power Βιομηχανικές Λύσεις Μεταφορικών Ταινιών · Ηνωμένο Βασίλειο
© Ever Power · plastic-modular-belt.com · Όλα τα τεχνικά δεδομένα είναι ονομαστικά. Επιβεβαιώστε τις προδιαγραφές με την ομάδα μηχανικών μας πριν από την παραγγελία. · επεξεργασία από gzl