 Χρειάζεστε μια λύση για πλαστική αρθρωτή ταινία για τη γραμμή βαφής αυτοκινήτων σας;
Χρειάζεστε μια λύση για πλαστική αρθρωτή ταινία για τη γραμμή βαφής αυτοκινήτων σας;
Γιατί το συνεργείο βαφής αυτοκινήτων απαιτεί έναν πιο έξυπνο ιμάντα μεταφοράς
 Περπατήστε σε οποιοδήποτε εργοστάσιο κατασκευής αμαξωμάτων αυτοκινήτων μεγάλου όγκου στις Δυτικές Μίντλαντς, στο Σάντερλαντ ή στην ηπειρωτική Ευρώπη και θα καταλάβετε γρήγορα γιατί η επιλογή των μεταφορικών ταινιών δεν αποτελεί δεύτερη σκέψη για την προμήθεια — είναι μια βασική μηχανική απόφαση που διαμορφώνει την ποιότητα της βαφής, την απόδοση και τον χρόνο διακοπής λειτουργίας της συντήρησης για δεκαετίες. Η γραμμή μεταφορικών ταινιών βαφής αυτοκινήτων λειτουργεί σε ένα από τα πιο σκληρά βιομηχανικά περιβάλλοντα που μπορείτε να φανταστείτε: λουτρά χημικής προεπεξεργασίας, ζώνες φωσφορίωσης, δεξαμενές καθοδικής ηλεκτροαπόθεσης (e-coat), φούρνοι ασταριού που φτάνουν τους 180 °C και σήραγγες σκλήρυνσης τελικής επίστρωσης που πιέζουν τους 160 °C. Κάθε μέτρο ιμάντα εκτίθεται σε επιθετικούς διαλύτες, ομίχλη ψεκασμού και θερμικό κύκλο όλο το εικοσιτετράωρο.
Περπατήστε σε οποιοδήποτε εργοστάσιο κατασκευής αμαξωμάτων αυτοκινήτων μεγάλου όγκου στις Δυτικές Μίντλαντς, στο Σάντερλαντ ή στην ηπειρωτική Ευρώπη και θα καταλάβετε γρήγορα γιατί η επιλογή των μεταφορικών ταινιών δεν αποτελεί δεύτερη σκέψη για την προμήθεια — είναι μια βασική μηχανική απόφαση που διαμορφώνει την ποιότητα της βαφής, την απόδοση και τον χρόνο διακοπής λειτουργίας της συντήρησης για δεκαετίες. Η γραμμή μεταφορικών ταινιών βαφής αυτοκινήτων λειτουργεί σε ένα από τα πιο σκληρά βιομηχανικά περιβάλλοντα που μπορείτε να φανταστείτε: λουτρά χημικής προεπεξεργασίας, ζώνες φωσφορίωσης, δεξαμενές καθοδικής ηλεκτροαπόθεσης (e-coat), φούρνοι ασταριού που φτάνουν τους 180 °C και σήραγγες σκλήρυνσης τελικής επίστρωσης που πιέζουν τους 160 °C. Κάθε μέτρο ιμάντα εκτίθεται σε επιθετικούς διαλύτες, ομίχλη ψεκασμού και θερμικό κύκλο όλο το εικοσιτετράωρο.
Οι συμβατικοί μεταφορικοί ιμάντες από χαλύβδινες λαμαρίνες και οι ελαστικοί ιμάντες αντιμετωπίζουν προβλήματα διάβρωσης στα στάδια υγρής προεπεξεργασίας, θερμικής παραμόρφωσης σε φούρνους και του εφιάλτη της συσσωρευμένης υπερβολικής ποσότητας χρώματος που φράζει τα κινούμενα μέρη. Ακριβώς σε αυτό το σημείο, ένας ειδικά κατασκευασμένος πλαστικός αρθρωτός ιμάντας αλλάζει την οικονομία ολόκληρης της γραμμής. Με πάνω από 18 χρόνια εμπειρίας στο σχεδιασμό συστημάτων μεταφορικών ταινιών για πελάτες της αυτοκινητοβιομηχανίας από το Ηνωμένο Βασίλειο έως τη Γερμανία και τη Νοτιοανατολική Ασία, έχω δει το ίδιο μοτίβο να επαναλαμβάνεται: τα εργοστάσια που μεταβαίνουν σε έναν σωστά καθορισμένο πλαστικό αρθρωτό ιμάντα μειώνουν τις απρογραμμάτιστες διακοπές κατά 40-60 % και μειώνουν τα διαστήματα αντικατάστασης ιμάντα από 18 μήνες σε πολύ πέραν των πέντε ετών.
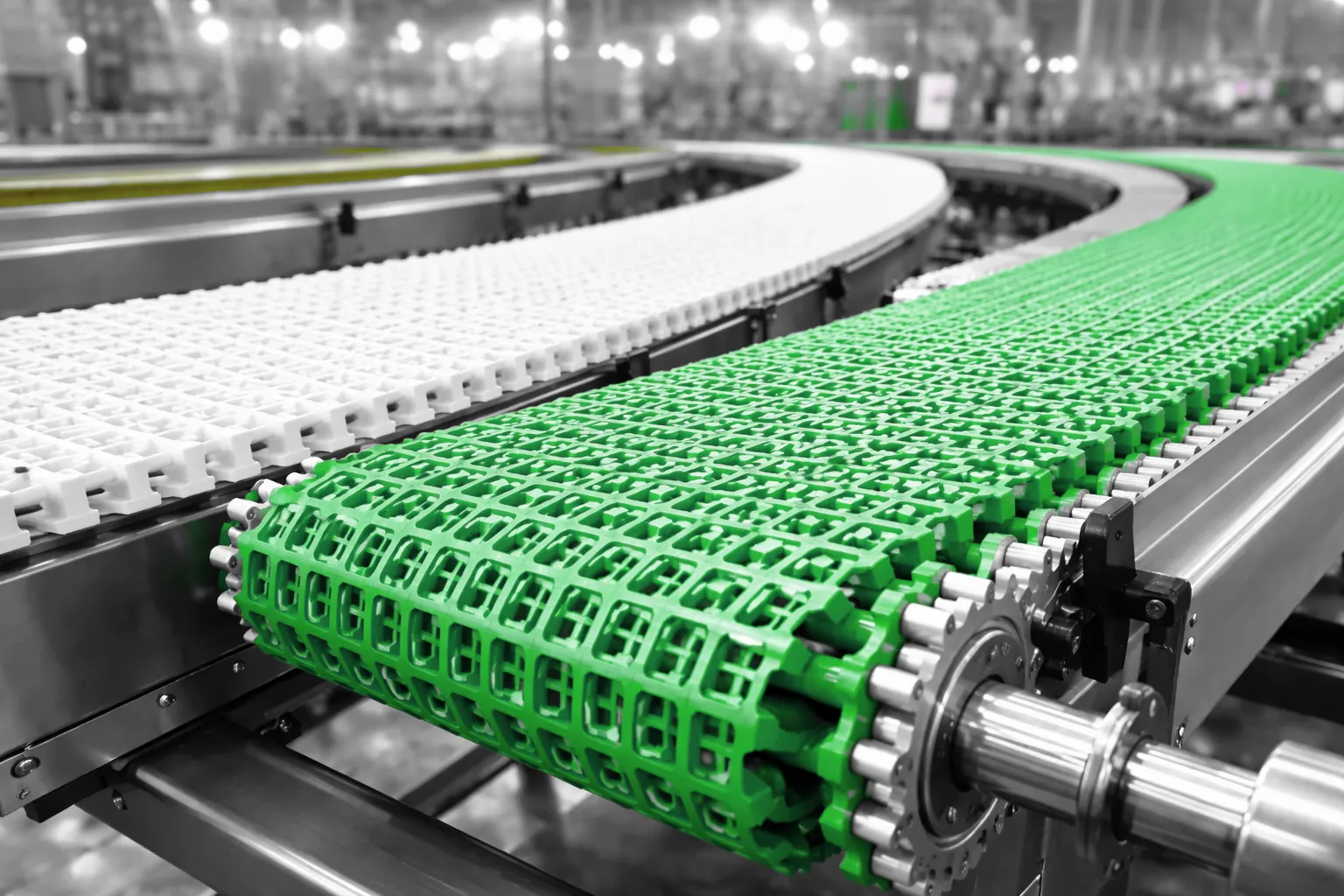
Ο πλαστικός αρθρωτός ιμάντας δεν είναι απλώς ένας ιμάντας — είναι ένα σύστημα ακριβείας από αλληλοσυνδεόμενες μονάδες πολυπροπυλενίου, ακετάλης (POM) ή πολυαιθυλενίου που κουμπώνουν μεταξύ τους χωρίς συνδετήρες, επιτρέποντας την αντικατάσταση τμήμα προς τμήμα σε λίγα λεπτά αντί για τις διακοπές λειτουργίας μισής ημέρας που απαιτεί μια συγκολλημένη αλυσίδα χάλυβα. Για τους κατασκευαστές πρωτότυπου εξοπλισμού (OEM) αυτοκινήτων και τους προμηθευτές Tier 1 που βρίσκονται υπό αδιάκοπη πίεση κύκλου ζωής, αυτή η διαφορά είναι εμπορικά καθοριστική.
Βασικές Τεχνικές Αρχές της Πλαστικής Μονάδας Ζώνης
Αρχιτεκτονική Αρθρωτής Διασύνδεσης
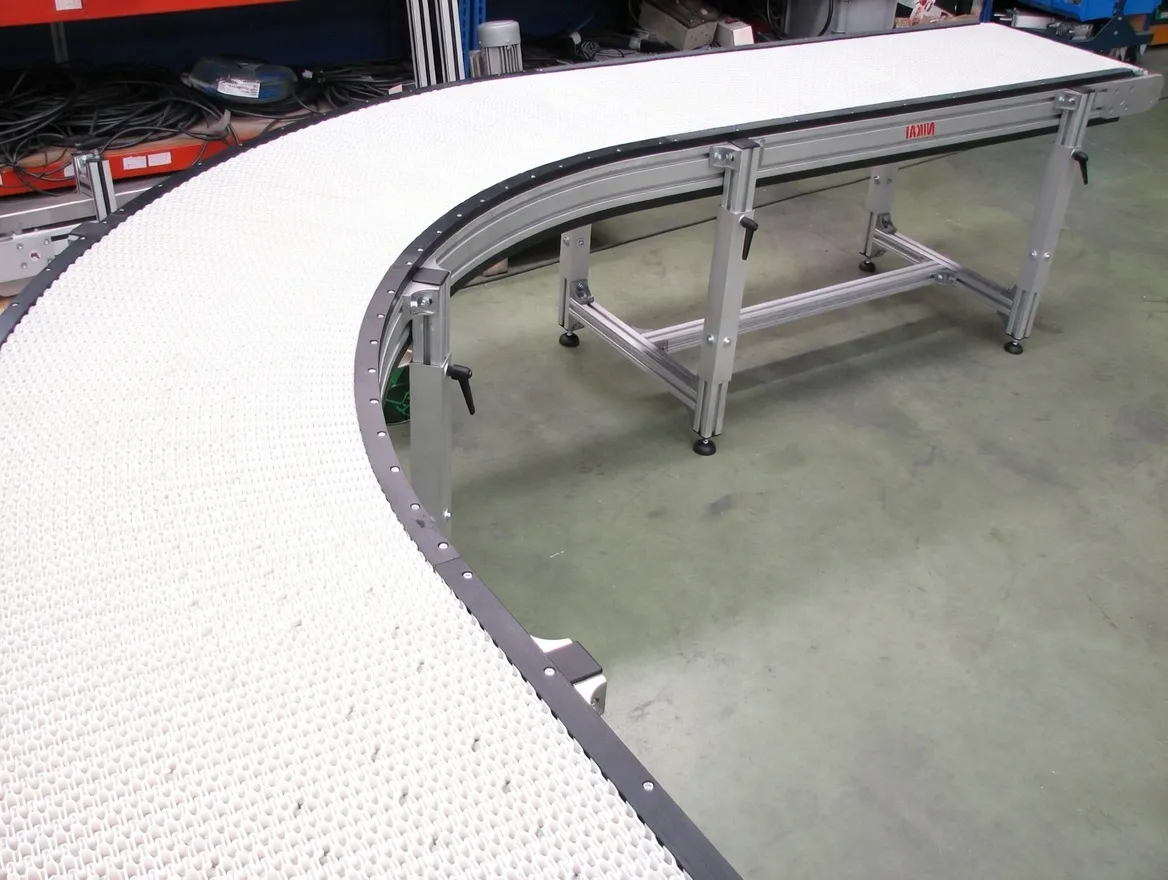
Οι μεμονωμένες μονάδες χυτεύονται με έγχυση σε μικρές ανοχές και συνδέονται μέσω αρθρωτών ράβδων — συνήθως ανοξείδωτου χάλυβα 316L σε διαβρωτικές ζώνες πλύσης. Το αποτέλεσμα είναι μια επίπεδη, διαστατικά σταθερή επιφάνεια κίνησης που προσαρμόζεται σε οριζόντιες καμπύλες, κλίσεις έως 45° και πλευρικά εύκαμπτες διατάξεις χωρίς πρόσθετα εξαρτήματα. Οι κατεστραμμένες μονάδες αφαιρούνται και αντικαθίστανται εν ψυχρώ, επί τόπου, χωρίς αφαίρεση ιμάντα.
Πολυμερείς ενώσεις υψηλής θερμοκρασίας
Το τυπικό πολυπροπυλένιο αντέχει σε θερμοκρασίες έως και 120 °C συνεχώς. Για τις ζώνες φούρνων ηλεκτρονικής επίστρωσης και ασταρώματος αυτοκινήτων, καθορίζονται ενώσεις ακετάλης υψηλής θερμοκρασίας (POM-HT) και νάιλον γεμισμένου με γυαλί (PA6-GF30), διατηρώντας τη σταθερότητα των διαστάσεων στους 180 °C. Αυτά τα υλικά είναι ανθεκτικά στο φωσφορικό οξύ, το αλκαλικό απολιπαντικό και τις χημικές ουσίες βαφής που περιέχουν διαλύτες και καταστρέφουν τις συμβατικές ταινίες από καουτσούκ μέσα σε λίγες εβδομάδες.
Επιλογές επιφάνειας ανοιχτού πλέγματος και επίπεδης επιφάνειας πλέγματος
Οι διαμορφώσεις πλαστικού αρθρωτού ιμάντα ανοιχτού πλέγματος επιτρέπουν στο υπερβολικό ψεκασμό χρώματος, στο νερό ξεβγάλματος και στις σταγόνες χημικών να πέφτουν από την επιφάνεια του ιμάντα, μειώνοντας δραστικά τη συσσώρευση χρώματος και τις απρογραμμάτιστες διακοπές καθαρισμού που ταλαιπωρούν τους μεταφορικούς ιμάντες συμπαγών επιφανειών. Οι παραλλαγές με επίπεδο πλέγμα παρέχουν μια λεία επιφάνεια μεταφοράς για τα πάνελ του αμαξώματος που δεν πρέπει να γρατσουνιστούν κατά τη μεταφορά μέσω θαλάμων ασταριού και τελικής επίστρωσης.
Σχεδιασμός χαμηλής τάσης, θετικής κίνησης
Σε αντίθεση με τους επίπεδους ιμάντες που βασίζονται στην τριβή και την υψηλή προένταση, οι πλαστικοί αρθρωτοί ιμάντες κινούνται θετικά από γρανάζια που εμπλέκονται με τις ράβδους άρθρωσης της μονάδας. Η τάση του ιμάντα είναι ελάχιστη, πράγμα που σημαίνει ότι τα ρουλεμάν, οι άξονες και τα πλαίσια διαρκούν σημαντικά περισσότερο. Για τις γραμμές αμαξώματος-σε-λευκό (BiW) αυτοκινήτων όπου τα πλαίσια φέρουν βαριά εξαρτήματα και εξαρτήματα, αυτό μειώνει δραματικά το δομικό φορτίο στην υποδομή των μεταφορικών ταινιών.
Επιλογή Υλικού & Παράμετροι Απόδοσης
Η επιλογή του σωστού πολυμερούς για έναν μεταφορικό ιμάντα βαφής είναι η πιο σημαντική μηχανική απόφαση. Αν το κάνετε λάθος, θα αντιμετωπίσετε βλάβη στον ιμάντα μέσα σε τρεις μήνες. Αν το κάνετε σωστά, το σύστημα θα λειτουργήσει σε μεγάλο βαθμό χωρίς επίβλεψη για χρόνια. Ο παρακάτω πίνακας ενοποιεί τα υλικά που καθορίζει η ομάδα μηχανικών μας στην Ever Power για κάθε ζώνη σε μια τυπική γραμμή βαφής αυτοκινήτων, βασιζόμενη σε εγκαταστάσεις σε όλο το Ηνωμένο Βασίλειο, τη Γερμανία και την Πολωνία. Κάθε έργο ξεκινά με έναν λεπτομερή χημικό και θερμικό έλεγχο ανά ζώνη, πριν από την κατασκευή μιας μεμονωμένης μονάδας.
| Ζώνη Βαφείου | Συνιστώμενο υλικό | Μέγιστη θερμοκρασία (°C) | Χημική αντοχή | Βήμα ιμάντα (mm) | Τύπος επιφάνειας |
|---|---|---|---|---|---|
| Προεπεξεργασία / Φωσφάτωση | PP (Πολυπροπυλένιο) | 90 | Άριστο — οξέα, αλκάλια | 25.4 / 38.1 | Ανοιχτό πλέγμα |
| Δεξαμενή εμβάπτισης E-Coat (CED) | PP-HT / PE-HD | 60 | Εξαιρετικό — ηλεκτρολυτικό μπάνιο | 38.1 | Ανοιχτό πλέγμα |
| Φούρνος E-Coat (Σκληρύνσης) | POM-HT (Ακετάλη HT) | 175 | Καλό — χαμηλή υγρασία | 25.4 | Χοντρό / ραβδωτό |
| Θάλαμος ψεκασμού ασταριού | PA6-GF30 (νάιλον GF) | 130 | Πολύ καλό — ομίχλη διαλύτη | 25.4 / 50.8 | Ανοιχτό πλέγμα |
| Φούρνος ασταριού | PA6-GF30 / PPS | 180 | Εξαιρετική — υψηλή θερμική απόδοση | 25.4 | Εξαψη |
| Θάλαμος ψεκασμού τελικής επίστρωσης | POM / PA6-GF30 | 130 | Πολύ καλό — μικτοί διαλύτες | 25.4 / 38.1 | Ανοιχτό πλέγμα |
| Φούρνος τελικής επίστρωσης | PPS (Πολυφαινυλενοσουλφίδιο) | 200 | Εξαιρετικό — ακραίες θερμοκρασίες | 25.4 | Εξαψη |
* Όλες οι τιμές θερμοκρασίας είναι συνεχείς τιμές λειτουργίας. Οι τιμές μέγιστης απόκλισης είναι συνήθως 15–20 °C πάνω από τις αναφερόμενες τιμές. Υλικό ράβδου μεντεσέ: Πρότυπο SS 316L. Τιτάνιο διαθέσιμο κατόπιν αιτήματος.
Πού ταιριάζει η πλαστική αρθρωτή ζώνη στο βαφείο αυτοκινήτων
 Η γραμμή μεταφοράς βαφής αυτοκινήτων δεν είναι ένας μόνο μεταφορέας — είναι ένα χορογραφημένο δίκτυο μεταφορικών ιμάντων, καθένας από τους οποίους εξυπηρετεί ένα ξεχωριστό στάδιο διεργασίας με το δικό του θερμοκρασιακό περίβλημα, χημική έκθεση και μηχανικό φορτίο. Ένα σύστημα πλαστικών αρθρωτών ιμάντων, όταν καθορίζεται σωστά για κάθε ζώνη, παρέχει στον μηχανικό του εργοστασίου μία ενοποιημένη πλατφόρμα μεταφορικών ιμάντων αντί για πέντε ή έξι διαφορετικές τεχνολογίες ιμάντων που απαιτούν ξεχωριστά αποθέματα ανταλλακτικών και προγράμματα εκπαίδευσης συντήρησης. Αυτό το όφελος ενοποίησης συχνά υποτιμάται στο στάδιο της προμήθειας, αλλά γίνεται πολύ εμφανές μόλις ένα εργοστάσιο λειτουργήσει για δύο ή τρία χρόνια και αρχίσει να συγκρίνει τα αρχεία καταγραφής συντήρησης.
Η γραμμή μεταφοράς βαφής αυτοκινήτων δεν είναι ένας μόνο μεταφορέας — είναι ένα χορογραφημένο δίκτυο μεταφορικών ιμάντων, καθένας από τους οποίους εξυπηρετεί ένα ξεχωριστό στάδιο διεργασίας με το δικό του θερμοκρασιακό περίβλημα, χημική έκθεση και μηχανικό φορτίο. Ένα σύστημα πλαστικών αρθρωτών ιμάντων, όταν καθορίζεται σωστά για κάθε ζώνη, παρέχει στον μηχανικό του εργοστασίου μία ενοποιημένη πλατφόρμα μεταφορικών ιμάντων αντί για πέντε ή έξι διαφορετικές τεχνολογίες ιμάντων που απαιτούν ξεχωριστά αποθέματα ανταλλακτικών και προγράμματα εκπαίδευσης συντήρησης. Αυτό το όφελος ενοποίησης συχνά υποτιμάται στο στάδιο της προμήθειας, αλλά γίνεται πολύ εμφανές μόλις ένα εργοστάσιο λειτουργήσει για δύο ή τρία χρόνια και αρχίσει να συγκρίνει τα αρχεία καταγραφής συντήρησης.
🔧 Μεταφορά σώματος σε λευκό (BiW)
Μεταφορά γυμνών μεταλλικών κελυφών αμαξώματος από το συνεργείο πρέσας ή συγκολλήσεων στο σημείο εισόδου προεπεξεργασίας. Οι πλαστικές αρθρωτές μονάδες ιμάντα με ευρύ βήμα και υψηλό φορτίο χειρίζονται πλαίσια και ολισθήσεις βάρους 800–1.200 kg χωρίς την κάμψη και την κάμψη που καταστρέφουν τους στενότερους αλυσιδωτούς μεταφορείς.
🧪 Ζώνες προεπεξεργασίας και ξεβγάλματος
Ο αρθρωτός ιμάντας από πλαστικό PP ανοιχτού πλέγματος επιτρέπει την ελεύθερη απολίπανση, το διάλυμα φωσφορικών αλάτων και το νερό έκπλυσης, ενώ παράλληλα υποστηρίζει τον φορέα του αμαξώματος. Η μη μεταλλική κατασκευή εξαλείφει τη γαλβανική μόλυνση που μπορεί να θέσει σε κίνδυνο την πρόσφυση της επίστρωσης φωσφορικών αλάτων — μια κρίσιμη παράμετρος ποιότητας βαφής.
⚡ Είσοδος & Έξοδος Ηλεκτρονικού Επιχρίσματος (CED)
Οι μεταβατικοί ιμάντες που οδηγούν τα αμαξώματα προς και από τη δεξαμενή ηλεκτρονικής επίστρωσης είναι από τις πιο χημικά επιθετικές θέσεις σε οποιοδήποτε βαφείο. Ο αρθρωτός ιμάντας από πλαστικό PP ή PE-HD εδώ ξεπερνά τις εναλλακτικές λύσεις χάλυβα κατά τέσσερις έως έξι φορές στις τεκμηριωμένες εγκαταστάσεις μας, διατηρώντας παράλληλα την ηλεκτρική απομόνωση που είναι απαραίτητη για την αποτροπή της διακοπής της διαδικασίας επίστρωσης από αδέσποτα ρεύματα.
🔥 Μεταφορά σε Φούρνο (Ηλεκτρονική επίστρωση, Αστάρι, Τελική επίστρωση)
Οι πλαστικές αρθρωτές ταινίες POM-HT και PA6-GF30 λειτουργούν συνεχώς σε φούρνους σκλήρυνσης έως και 180 °C, διατηρώντας τη διαστατική ομοιομορφία, έτσι ώστε η τοποθέτηση του φορέα σώματος να παραμένει εντός ±2 mm — η ανοχή που απαιτείται για τις κατάντη ρομποτικές εργασίες σφράγισης και συναρμολόγησης.
🎨 Μεταφορά με θάλαμο ψεκασμού
Ο πλαστικός αρθρωτός ιμάντας ανοιχτού πλέγματος στους θαλάμους βαφής επιτρέπει στα σωματίδια ψεκασμού χρώματος να πέφτουν μέσα από τον ιμάντα, αποτρέποντας τη συσσώρευση που δημιουργεί μόλυνση και κινδύνους πυρκαγιάς σε συμπαγείς επιφάνειες ιμάντα. Η ομαλή, ομοιόμορφη ταχύτητα του ιμάντα που επιτρέπει το σύστημα θετικής κίνησης είναι κρίσιμη για την επίτευξη ομοιόμορφου πάχους φιλμ σε πολύπλοκες γεωμετρίες πάνελ αμαξώματος.
🏁 Τελικός έλεγχος και buffer εκτός σύνδεσης
Μετά τον φούρνο τελικής επίστρωσης, οι πλαστικοί αρθρωτοί ιμάντες μεταφοράς συγκεντρώνουν τα ολοκληρωμένα σώματα πριν από τη γραμμή τελικής συναρμολόγησης του τελειώματος. Η λεία, χωρίς γρατσουνιές επιφάνεια προστατεύει τα φρεσκοβαμμένα πάνελ κατά τη διάρκεια αυτού του κρίσιμου σταδίου χειρισμού, όπου οποιαδήποτε ζημιά στην επιφάνεια σημαίνει έναν δαπανηρό κύκλο επαναβαφής.
Έξι Αποδεδειγμένα Πλεονεκτήματα για τους Βρετανούς Κατασκευαστές Αυτοκινήτων
Η επιχειρηματική περίπτωση για την τοποθέτηση πλαστικού αρθρωτού ιμάντα σε ένα βαφείο αυτοκινήτων βασίζεται σε έναν συνδυασμό αυστηρής μηχανικής απόδοσης και μετρήσιμης μείωσης του λειτουργικού κόστους. Δεν πρόκειται για θεωρητικούς ισχυρισμούς — είναι αποτελέσματα που παρατηρούνται σε πραγματικά περιβάλλοντα παραγωγής, τα οποία τεκμηριώνονται μέσω αρχείων καταγραφής συντήρησης, καρτών ποσοστού ελαττωμάτων βαφής και αναφορών OEE που υποβάλλονται από τους πελάτες μας. Όταν ένας μηχανικός εργοστασίου στο Κόβεντρι ή ένας διευθυντής προμηθειών στο Σάντερλαντ ρωτάει ποια είναι η περίοδος αποπληρωμής, οι ακόλουθοι έξι παράγοντες καθοδηγούν τον υπολογισμό.
Ταχεία αντικατάσταση μονάδας
Η αντικατάσταση ενός κατεστραμμένου τμήματος πλαστικού αρθρωτού ιμάντα διαρκεί από έναν τεχνικό συντήρησης 10-20 λεπτά χωρίς εξειδικευμένα εργαλεία. Η ίδια επισκευή σε μια συγκολλημένη χαλύβδινη αλυσίδα απαιτεί πλήρες κλείσιμο της γραμμής, εξοπλισμό κοπής και τουλάχιστον 4 ώρες. Σε ένα εργοστάσιο που λειτουργεί 20 ώρες την ημέρα, αυτή η διαφορά στον χρόνο αποκατάστασης έχει άμεσο, ποσοτικοποιημένο αντίκτυπο στην ΟΗΕ.
Χημική και αντιδιαβρωτική ανοσία
Το πολυπροπυλένιο και η ακετάλη είναι χημικά αδρανή σε όλο το φάσμα των χημικών ενώσεων προεπεξεργασίας αυτοκινήτων — φωσφορικό οξύ, υδροξείδιο του νατρίου, φωσφορικό ψευδάργυρο και τα περισσότερα βερνίκια με διαλύτη. Δεν υπάρχει σκουριά, οξείδωση και χημική υποβάθμιση. Οι χαλύβδινοι μεταφορείς σε ζώνες προεπεξεργασίας συνήθως απαιτούν γενική επισκευή για προστασία από τη διάβρωση κάθε 18-24 μήνες, ένα κόστος που εξαφανίζεται με τον πλαστικό αρθρωτό ιμάντα.
Σημαντικά χαμηλότερα επίπεδα θορύβου
Η επαφή μετάλλου με μέταλλο σε αλυσομεταφορείς από χάλυβα παράγει 85–95 dB σε ένα τυπικό βαφείο, απαιτώντας δαπανηρά ακουστικά περιβλήματα και υποβάλλοντας τους εργαζόμενους σε έκθεση σε θόρυβο που ενεργοποιεί τα όρια αναφοράς HSE του Ηνωμένου Βασιλείου. Ο πλαστικός αρθρωτός ιμάντας που λειτουργεί με πολυμερή γρανάζια μετρά σταθερά 65–72 dB — μια μείωση που εξαλείφει το βάρος της κανονιστικής συμμόρφωσης και βελτιώνει σημαντικά τις συνθήκες εργασίας.
Λειτουργία χωρίς λίπανση
Οι μεταφορικοί ιμάντες από χάλυβα με αλυσίδα απαιτούν τακτική λίπανση — στα περιβάλλοντα προεπεξεργασίας και βαφής, η μόλυνση της επιφάνειας του αμαξώματος από λιπαντικό αποτελεί σημαντική πηγή βλάβης της πρόσφυσης του χρώματος και δαπανηρής επανακατασκευής. Ο πλαστικός αρθρωτός ιμάντας δεν απαιτεί λίπανση, εξαλείφοντας εντελώς αυτόν τον κίνδυνο μόλυνσης και εξαλείφοντας το κόστος εργασίας, αναλώσιμων και απόρριψης αποβλήτων ενός προγράμματος λίπανσης.
Ευελιξία Σχεδιασμού & Προσαρμοσμένη Διάταξη
Ο πλαστικός αρθρωτός ιμάντας προσαρμόζεται σε οριζόντιες καμπύλες, πλευρικά καμπύλες S και τμήματα κλίσης/κάθοδου που θα απαιτούσαν πολύπλοκα σημεία μεταφοράς με συστήματα χαλύβδινων αλυσίδων. Αυτή η ευελιξία διάταξης επιτρέπει στους μηχανικούς του εργοστασίου να βελτιστοποιήσουν τον χώρο του βαφείου, μειώνοντας το αποτύπωμα του κτιρίου και το κόστος κεφαλαίου των υποδομών του εργοστασίου — ένα σημαντικό πλεονέκτημα κατά την ανακαίνιση μιας υπάρχουσας εγκατάστασης.
Χαμηλότερο συνολικό κόστος ιδιοκτησίας
Όταν όλα τα έξοδα συντήρησης, λίπανσης, προστασίας από τη διάβρωση, συμμόρφωσης με τον θόρυβο και χρόνου διακοπής λειτουργίας περιλαμβάνονται σε ένα μοντέλο 5ετούς συνολικού κόστους ιδιοκτησίας (TCO), ο πλαστικός αρθρωτός ιμάντας προσφέρει σταθερά εξοικονόμηση κόστους 30–45 % σε σχέση με τις εναλλακτικές λύσεις χαλύβδινης αλυσίδας σε εφαρμογές βαφής αυτοκινήτων. Για μια γραμμή βαφής 200 μέτρων, αυτό συνήθως αντιπροσωπεύει εξοικονόμηση £180.000–£350.000 σε διάστημα πέντε ετών, με βάση την τιμολόγηση εργασίας και υλικών στο Ηνωμένο Βασίλειο.
Ιστορία Επιτυχίας Πελάτη
Μια τεκμηριωμένη εγκατάσταση από το χαρτοφυλάκιό μας
Προμηθευτής ZF Friedrichshafen AG — Driveline Components Paint Line Retrofit, Baden-Württemberg
Ένας προμηθευτής Tier 1 που κατασκεύαζε περιβλήματα μετάδοσης κίνησης για την ZF Friedrichshafen AG λειτουργούσε έναν 15χρονο μεταφορικό ιμάντα από χάλυβα με αλυσίδα μέσω της γραμμής βαφής τριών σταδίων: αλκαλική πλύση, προεπεξεργασία με φωσφορικό ψευδάργυρο και φούρνος ασταρώματος δύο συστατικών με εποξειδική ρητίνη στους 165 °C. Μέχρι το 2022, η αντικατάσταση της αλυσίδας είχε γίνει ετήσιο γεγονός με κόστος 42.000 € ανά κύκλο, συμπεριλαμβανομένης της εργασίας, και οι βλάβες πρόσφυσης της βαφής που σχετίζονταν με τη διάβρωση προκαλούσαν ρυθμό επανεπεξεργασίας 3,2 % σε τελικά περιβλήματα.
Η ομάδα μηχανικών της Ever Power διεξήγαγε έναν πλήρη έλεγχο ανά ζώνη και σχεδίασε ένα σύστημα πλαστικών αρθρωτών ιμάντων αντικατάστασης χρησιμοποιώντας μονάδες PP στις ζώνες πλύσης και φωσφορικών, και μονάδες PA6-GF30 μέσω του τμήματος του φούρνου. Η αναβάθμιση ολοκληρώθηκε σε ένα μόνο προγραμματισμένο Σαββατοκύριακο διακοπής λειτουργίας 54 ωρών — σημαντικά λιγότερο από το αρχικό προϋπολογισμό τριών εβδομάδων για μια παρόμοια αντικατάσταση χάλυβα.
«Είχαμε δοκιμάσει δύο άλλους προμηθευτές ιμάντων πριν από την Ever Power. Κανένας από τους δύο δεν μπορούσε να χειριστεί τον θερμικό κύκλο στον φούρνο ασταρώματος μας χωρίς να παραμορφωθούν οι μονάδες εντός έξι μηνών. Ο ιμάντας PA6-GF30 λειτουργεί πλέον για πάνω από δύο χρόνια χωρίς να αντικατασταθεί ούτε μία μονάδα. Η μηχανική υποστήριξη κατά τη διάρκεια των προδιαγραφών ήταν άριστη.»
«Το ποσοστό ελαττωμάτων πρόσφυσης χρώματος ήταν πεισματικά κολλημένο στο 2,8–3,5 % και δεν μπορούσαμε να εντοπίσουμε την αιτία. Μετά την αλλαγή στον ιμάντα από πλαστικό ανοιχτού πλέγματος στη ζώνη προεπεξεργασίας και την εξάλειψη του λιπαντικού αλυσίδας, το ποσοστό μειώθηκε κάτω από το 0,4 % μέσα σε τρεις κύκλους παραγωγής. Ο υπολογισμός της απόδοσης της επένδυσης ουσιαστικά γράφτηκε μόνος του.»
«Η μείωση του θορύβου από μόνη της δικαιολογούσε την επένδυση για εμάς. Αντιστεκόμασταν σε μια απαγορευτική ειδοποίηση από την HSE σχετικά με τα επίπεδα θορύβου του βαφείου μας. Μετά την τοποθέτηση του πλαστικού αρθρωτού συστήματος ιμάντα Ever Power, οι μετρήσεις μειώθηκαν από 91 dB σε 69 dB στο πιο προβληματικό τμήμα και ολοκληρώσαμε τον έλεγχο με επιπλέον χώρο. Ο ιμάντας αποσβέστηκε αποφεύγοντας τα δικαστικά έξοδα.»
Δυνατότητα Ever Power Custom Manufacturing
Δεν υπάρχουν δύο βαφεία αυτοκινήτων που να μοιράζονται την ίδια διάταξη και τα έτοιμα προς πώληση προϊόντα από τον κατάλογο σπάνια πληρούν τις απαιτήσεις απόδοσης ενός περιβάλλοντος κατασκευής οχημάτων υψηλής απόδοσης. Η Ever Power διαθέτει τη δική της εγκατάσταση χύτευσης με έγχυση και συναρμολόγησης ιμάντα με πιστοποίηση ISO 9001:2015, επιτρέποντας τον πλήρη έλεγχο από την ένωση πολυμερών έως την τελική συναρμολόγηση ιμάντα και τις δοκιμές αποδοχής στο εργοστάσιο. Αυτή η εσωτερική δυνατότητα μας επιτρέπει να προσφέρουμε εξατομικευμένες γεωμετρίες μονάδων, μη τυποποιημένες κλίσεις, προσαρμοσμένα προφίλ επιφάνειας και εξειδικευμένα υλικά ράβδων μεντεσέδων που οι προμηθευτές του καταλόγου απλά δεν μπορούν να παραδώσουν.
Γεωμετρία ενότητας κατά παραγγελία
Προσαρμοσμένα πλάτη μονάδων από 50 mm έως 1.200 mm, ειδικά προφίλ επιφάνειας μεταφοράς για εξαρτήματα αμαξώματος και μοναδική γεωμετρία μεντεσέδων για πιο σφιχτές ακτίνες καμπυλότητας από ό,τι επιτρέπουν τα τυπικά προϊόντα.
Ανάπτυξη Πολυμερών Ενώσεων
Όταν οι τυπικές ενώσεις δεν ικανοποιούν το συγκεκριμένο προφίλ χημικής έκθεσης ενός πελάτη, η ομάδα υλικών μας μπορεί να διαμορφώσει και να επικυρώσει προσαρμοσμένα μείγματα πολυμερών με πακέτα προσθέτων προσαρμοσμένα στη χημεία της διεργασίας.
Πρόγραμμα Εφεδρικών Μονάδων σε Απόθεμα
Για πελάτες με γραμμές παραγωγής σε λειτουργία, η Ever Power διατηρεί μια αποκλειστική αποθήκη ανταλλακτικών που καλύπτει όλα τα ενεργά SKU μονάδων, με εγγυημένη αποστολή εντός 48 ωρών σε διευθύνσεις στο Ηνωμένο Βασίλειο και την ηπειρωτική Ευρώπη.
Εγκατάσταση και Θέση σε Λειτουργία επί τόπου
Η ομάδα μηχανικών πεδίου μας παρέχει επιβλεπόμενη εγκατάσταση, ευθυγράμμιση γραναζιών και πλαισίου, τάνυση ιμάντα και τεκμηρίωση θέσης σε λειτουργία — διασφαλίζοντας ότι το σύστημα πληροί τις προδιαγραφές από την πρώτη βάρδια παραγωγής.
Είστε έτοιμοι να συζητήσετε το έργο σας για τον αυτοκινητιστικό σας μεταφορικό ιμάντα βαφής με την ομάδα μηχανικών μας;
Εξυπηρετούμε τους κατασκευαστές αυτοκινήτων του Ηνωμένου Βασιλείου — Από το Σάντερλαντ έως το Σόλιχαλ
 Ο τομέας κατασκευής αυτοκινήτων του Ηνωμένου Βασιλείου — με επίκεντρο τις Δυτικές Μίντλαντς, τη Βορειοανατολική Αγγλία και το Μέρσεϊσαϊντ — λειτουργεί μερικά από τα πιο απαιτητικά περιβάλλοντα βαφείων στην Ευρώπη. Τα εργοστάσια που παράγουν επιβατικά αυτοκίνητα, επαγγελματικά οχήματα και γεωργικά μηχανήματα σε τοποθεσίες από τις εγκαταστάσεις της Nissan στο Σάντερλαντ έως τις εγκαταστάσεις της Jaguar Land Rover στο Κάστλ Μπρόμγουιτς αντιμετωπίζουν κοινές προκλήσεις: παλαιωμένες υποδομές, κανονιστική πίεση από την HSE σχετικά με την έκθεση σε θόρυβο και χημικά, και την αδιάκοπη απαίτηση για μείωση του κόστους παραγωγής ανά μονάδα, διατηρώντας παράλληλα τα πρότυπα ποιότητας βαφής που απαιτούν οι παγκόσμιοι καταναλωτές.
Ο τομέας κατασκευής αυτοκινήτων του Ηνωμένου Βασιλείου — με επίκεντρο τις Δυτικές Μίντλαντς, τη Βορειοανατολική Αγγλία και το Μέρσεϊσαϊντ — λειτουργεί μερικά από τα πιο απαιτητικά περιβάλλοντα βαφείων στην Ευρώπη. Τα εργοστάσια που παράγουν επιβατικά αυτοκίνητα, επαγγελματικά οχήματα και γεωργικά μηχανήματα σε τοποθεσίες από τις εγκαταστάσεις της Nissan στο Σάντερλαντ έως τις εγκαταστάσεις της Jaguar Land Rover στο Κάστλ Μπρόμγουιτς αντιμετωπίζουν κοινές προκλήσεις: παλαιωμένες υποδομές, κανονιστική πίεση από την HSE σχετικά με την έκθεση σε θόρυβο και χημικά, και την αδιάκοπη απαίτηση για μείωση του κόστους παραγωγής ανά μονάδα, διατηρώντας παράλληλα τα πρότυπα ποιότητας βαφής που απαιτούν οι παγκόσμιοι καταναλωτές.
Η Ever Power παρέχει λύσεις πλαστικών αρθρωτών ιμάντων σε κατασκευαστές αυτοκινήτων Tier 1 και Tier 2 σε όλο το Ηνωμένο Βασίλειο, με ιδιαίτερη πυκνότητα εγκαταστάσεων στο συγκρότημα αυτοκινήτων West Midlands, στον διάδρομο συναρμολόγησης οχημάτων North East και μεταξύ των κατασκευαστών γεωργικών και επαγγελματικών οχημάτων του Lincolnshire, του Yorkshire και της East Anglia. Οι διαχειριστές λογαριασμών και οι μηχανικοί πεδίου μας με έδρα το Ηνωμένο Βασίλειο κατανοούν τις συγκεκριμένες προκλήσεις των βρετανικών περιβαλλόντων βαφείων, συμπεριλαμβανομένων των υγρών συνθηκών περιβάλλοντος που επιταχύνουν τη διάβρωση στις ζώνες προεπεξεργασίας και του παλαιότερου κτιριακού αποθέματος που περιορίζει τις επιλογές διάταξης των μεταφορικών ταινιών.
Συνεργαζόμαστε απευθείας με μηχανικούς εργοστασίων, διευθυντές συντήρησης και ομάδες προμηθειών σε κατασκευαστές αυτοκινήτων στο Ηνωμένο Βασίλειο για την ανάπτυξη πλαστική αρθρωτή ζώνη Λύσεις που έχουν σχεδιαστεί για να ανταποκρίνονται στις συγκεκριμένες απαιτήσεις κάθε εγκατάστασης ανά ζώνη, αντί να είναι προσαρμοσμένες από ένα προϊόν καταλόγου γενικής χρήσης. Εάν αξιολογείτε επιλογές μεταφορικών ταινιών για την αναβάθμιση ενός βαφείου ή την κατασκευή ενός νέου εργοστασίου οπουδήποτε στο Ηνωμένο Βασίλειο, η ομάδα μηχανικών μας είναι έτοιμη να σας παρέχει μια τεχνική συμβουλευτική χωρίς υποχρέωση και μια ανταγωνιστική προσφορά.
Συχνές ερωτήσεις
Απαντήσεις στις ερωτήσεις που θέτουν συχνότερα οι μηχανικοί αυτοκινήτων και οι υπεύθυνοι προμηθειών του Ηνωμένου Βασιλείου
Είστε έτοιμοι να αναβαθμίσετε τον μεταφορικό ιμάντα βαφής αυτοκινήτων σας;
Στείλτε τη διάταξη της γραμμής σας, τις θερμοκρασίες ζώνης και τα χημικά δεδομένα στην ομάδα μηχανικών μας για μια πλήρως κοστολογημένη πρόταση για πλαστική αρθρωτή ταινία — χωρίς υποχρέωση, γρήγορη παράδοση.
Ever Power · Λύσεις για Πλαστικές Αρθρωτές Ζώνες · Ηνωμένο Βασίλειο και Ευρώπη · [email protected]
επεξεργασία από gzl