 Walk through any high-throughput bottling or canning operation in the United Kingdom — from a Burton-on-Trent brewery packing 80,000 cans per hour to a Derbyshire still water plant running three shifts — and one engineering decision quietly shapes almost every performance metric that matters: the choice of conveyor belt. The plastic modular belt has become the engineering solution of choice across the UK’s food and beverage sector for very practical reasons. It handles aggressive chemical washdowns, extreme temperature cycling, high-speed container flow, and uncompromising food safety audits — simultaneously, and reliably, day after day.
Walk through any high-throughput bottling or canning operation in the United Kingdom — from a Burton-on-Trent brewery packing 80,000 cans per hour to a Derbyshire still water plant running three shifts — and one engineering decision quietly shapes almost every performance metric that matters: the choice of conveyor belt. The plastic modular belt has become the engineering solution of choice across the UK’s food and beverage sector for very practical reasons. It handles aggressive chemical washdowns, extreme temperature cycling, high-speed container flow, and uncompromising food safety audits — simultaneously, and reliably, day after day.
This guide draws on real project experience across England, Scotland, and Wales to explain the engineering fundamentals of plastic modular belt systems, their material science, performance parameters, application-specific design choices, and the commercial realities of specifying and sourcing them for beverage production environments. Whether you are upgrading an ageing rubber belt system or designing a new filling line from scratch, this is the resource your engineering team needs before making a specification decision.
Upgrade your beverage filling conveyor today
Custom plastic modular belt solutions · FDA-compliant materials · Rapid UK dispatch
Why Beverage Filling Lines Impose Uniquely Demanding Conveyor Requirements
 Compared to general material handling, a beverage filling and packaging line combines a specific set of conditions that very few other conveyor applications impose simultaneously. There is constant liquid exposure from product spillage, foam carry-over, and repeated high-pressure washdowns using caustic cleaning agents. Temperature swings are dramatic — the same belt section may pass through a tunnel pasteuriser operating above 80°C before returning to an ambient-temperature packaging area. Line speeds are exceptionally high, with modern can-filling systems operating at 600+ containers per minute, meaning any surface irregularity in the conveyor system immediately translates into container tipping and costly line stoppages. Add to this the non-negotiable requirement for food-safe, traceable materials and full BRC-compliant hygiene performance, and it becomes clear why a purpose-engineered plastic modular belt is not a luxury — it is an engineering necessity.
Compared to general material handling, a beverage filling and packaging line combines a specific set of conditions that very few other conveyor applications impose simultaneously. There is constant liquid exposure from product spillage, foam carry-over, and repeated high-pressure washdowns using caustic cleaning agents. Temperature swings are dramatic — the same belt section may pass through a tunnel pasteuriser operating above 80°C before returning to an ambient-temperature packaging area. Line speeds are exceptionally high, with modern can-filling systems operating at 600+ containers per minute, meaning any surface irregularity in the conveyor system immediately translates into container tipping and costly line stoppages. Add to this the non-negotiable requirement for food-safe, traceable materials and full BRC-compliant hygiene performance, and it becomes clear why a purpose-engineered plastic modular belt is not a luxury — it is an engineering necessity.
Continuous Chemical Washdown
Beverage lines typically undergo full CIP washdowns with caustic soda (1–2% NaOH), peracetic acid (PAA), and high-pressure hot water several times per production day. Belt materials must resist chemical degradation and maintain full structural integrity across years of this exposure without cracking, swelling, or delaminating at hinge points.
Wide Temperature Cycling
A single belt loop on a hot-fill line may experience ambient infeed at 15°C, a fill zone at 85°C, and a chilled accumulation table near 4°C — all within the same production cycle. Without a thermally stable engineering-grade thermoplastic, the resulting dimensional changes create pitch mismatches, sprocket disengagement, and premature wear that no maintenance programme can fully compensate for.
Ultra-High Container Speeds
At 500+ containers per minute, even a sub-millimetre variance in belt surface flatness — caused by belt stretch, wear, or splice failure — creates dynamic instability that topples lightweight PET bottles or causes glass containers to collide catastrophically. The precise moulded geometry of a plastic modular belt maintains surface uniformity throughout its service life in a way that no stretched rubber belt can replicate.
Uncompromising Food Safety Standards
UK beverage producers supplying major retailers — Tesco, Sainsbury’s, Morrisons, Waitrose — face regular BRC Global Standard audits where conveyor hygiene is a category-A requirement. Belt materials must carry FDA and EU food contact approval, be fully traceable by batch, and present no fabric reinforcement or glued splice zones where microbial colonies can establish. The open modular structure of a plastic modular belt satisfies every one of these requirements by design.
Engineering Fundamentals: How a Plastic Modular Belt Works
The defining structural characteristic of a plastic modular belt is the interlocking module-and-rod construction that replaces the continuous woven or rubber substrate of traditional belt types. Individual moulded thermoplastic modules — each typically 25–50mm in the direction of belt travel — are assembled in staggered brick-bond patterns across the belt width and connected by stainless steel or thermoplastic rods running through the interlocking hinge eyes at each row junction. The completed belt loops around a positive-drive sprocket system that engages precisely moulded drive notches on the underside of each module row, eliminating the belt slip and elongation that plague friction-drive systems under high-load conditions.
This modular construction delivers two operational advantages that are particularly valuable on a beverage filling line. The first is repairability: when a module is damaged by a glass shard, a misaligned guide rail, or a foreign object ingress event, only the affected rows need to be removed and replaced — a task completed in 10–20 minutes by any trained operator without specialist tooling. On a UK beverage line where downtime costs routinely exceed £1,500–£3,000 per hour, this capability alone justifies a premium over comparable rubber belt alternatives. The second is drainage geometry: the open hinge structure allows cleaning water, foam, and product residues to fall through the belt structure freely and consistently, rather than collecting in surface crevices or saturating a fabric belt backing.
Material Selection for Beverage Applications
PP — POLYPROPYLENE
The industry standard for wet beverage environments. Outstanding resistance to caustic cleaners, acids, and most sanitisers. Operating range -10°C to +100°C. Naturally buoyant in water for easy cleaning recovery. FDA 21 CFR and EU Regulation 10/2011 approved. The most cost-effective choice for standard ambient and chilled filling applications.
POM — ACETAL (COPOLYMER)
Exceptional dimensional stability with the lowest thermal expansion coefficient of all standard belt plastics (-40°C to +90°C). Inherently low friction coefficient (0.15–0.25 vs steel) reduces drive motor energy demand. Preferred for high-speed dry-section conveying, labelling zones, and any application where precise container positioning is critical.
PA — NYLON (PA6/PA66)
Superior impact resistance and thermal tolerance up to 120°C make nylon the material of choice for tunnel pasteuriser conveying, hot-fill bottle transfer, and heavy-load can-handling lines subject to sustained mechanical shock. Note moisture absorption must be considered in design calculations for nylon-based systems in wet environments.
UHMWPE
Ultra-high-molecular-weight polyethylene offers the lowest friction surface available in the thermoplastic belt family, combined with exceptional abrasion resistance. Ideal for accumulation tables, dead-plate transfer sections, and any zone where gentle container handling at reduced speed differentials is paramount, particularly for lightweight aluminium cans prone to surface marking.
Technical Performance Parameters — Ever Power Beverage Belt Range
The specifications below represent the core performance envelope of Ever Power’s beverage-grade plastic modular belt product range. Custom grades are available for all parameters — contact our engineering team to discuss project-specific requirements including non-standard pitches, radii, and surface profiles.
| Παράμετρος | Standard Grade (PP) | Precision Grade (POM) | High-Temp Grade (PA) |
|---|---|---|---|
| Πρωτογενές Υλικό | Polypropylene | Acetal Copolymer | Nylon PA6 / PA66 |
| Temp. Operating Range | -10°C to +100°C | -40°C to +90°C | -30°C to +120°C |
| Μέγιστο πλάτος ιμάντα | Έως 2.400 mm | Έως 2.400 mm | Έως 1.800 mm |
| Επιλογές βήματος ζώνης | 12.7 / 25.4 / 38.1 mm | 12.7 / 25.4 mm | 25,4 / 50,8 χιλιοστά |
| Max. Working Load | 60 kg/m² | 80 kg/m² | 120 kg/m² |
| Max. Belt Speed | 2.5 m/s | 3.0 m/s | 2.0 m/s |
| Min. Curve Radius | 150 mm | 200 mm | 300 mm |
| Food Contact Approval | FDA 21 CFR / EU 10/2011 | FDA 21 CFR / EU 10/2011 | FDA 21 CFR / EU 10/2011 |
| Drive System | Positive Sprocket Drive | Positive Sprocket Drive | Positive Sprocket Drive |
| CIP Washdown Ready | ✓ Full CIP Compatible | ✓ Full CIP Compatible | ✓ Full CIP Compatible |
Six Reasons UK Beverage Producers Choose Plastic Modular Belt Over Alternatives
Having worked with beverage manufacturers across England, Scotland, and Wales — from a small craft cider operation in Herefordshire to a major contract soft drinks facility in Greater Manchester — the advantages of a correctly specified plastic modular belt system over rubber, PVC flat belt, or traditional slat conveyor alternatives emerge with remarkable consistency across every type and scale of operation.
ADVANTAGE 01
Module-Level Repairability Slashes Downtime
When a conventional rubber belt suffers impact damage from a glass shard or misaligned guide, the only option is full belt replacement — typically a 4–8 hour operation requiring specialist engineers and leaving the production line idle. A plastic modular belt user replaces only the affected module rows in 15–20 minutes, using nothing more than a screwdriver and replacement modules held in the maintenance store. Across a UK production year, this difference routinely represents tens of thousands of pounds in recovered production value.
ADVANTAGE 02
Open-Hinge Design Achieves BRC-Level Hygiene
The open-hinge architecture of a beverage-specification plastic modular belt allows wash water, foam, and product residues to drain completely through the belt structure rather than pooling on the surface or saturating a fabric backing. The moulded thermoplastic surface is inherently non-porous and presents no textile fibres, glued joints, or surface micro-cracks for microbial colonisation. This is why the BRC Global Standard technical committee has consistently endorsed modular thermoplastic belts as the preferred conveyor surface type for food and beverage contact zones.
ADVANTAGE 03
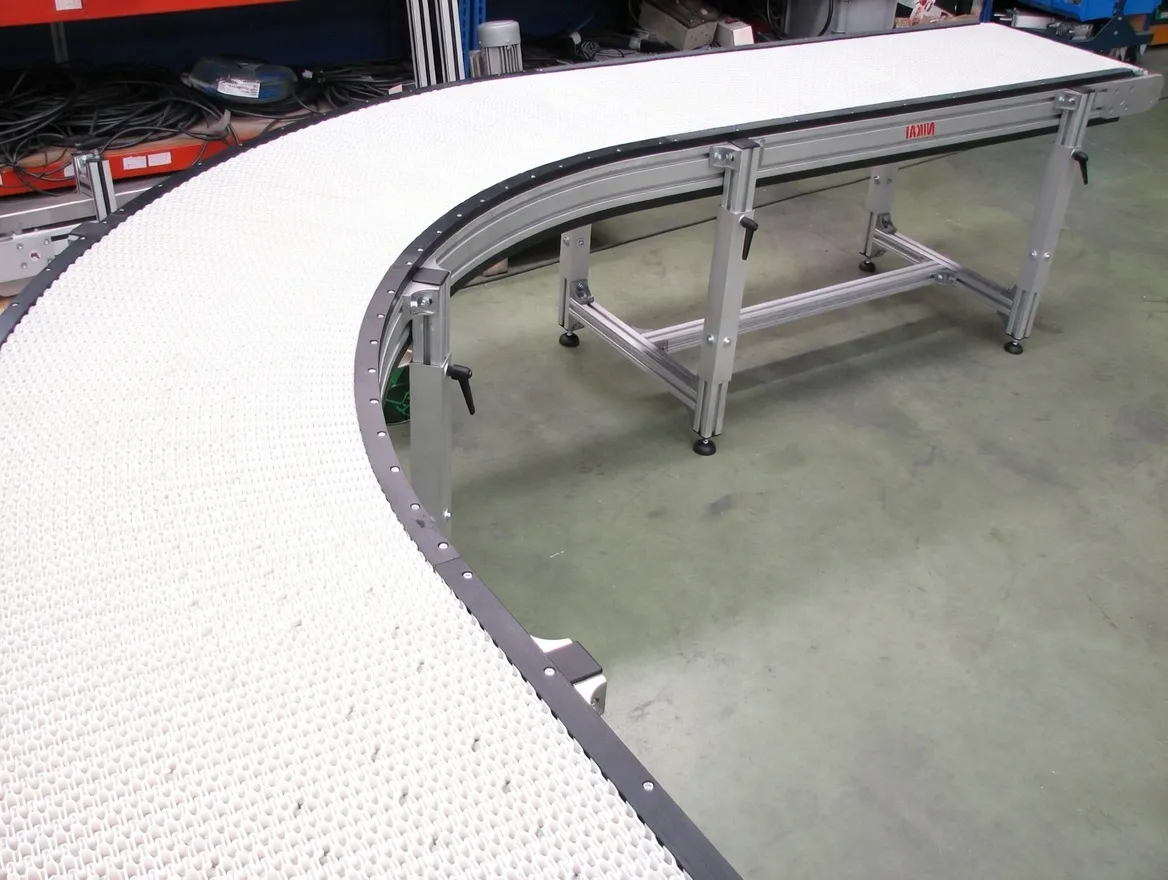
Configurable for Curves, Inclines & Multi-Lane Layouts
Beverage filling lines are complex spatial layouts. Radius turns of 90° and 180°, spiral elevation sections, bi-directional accumulation tables, and merging/diverting lane changers are standard elements that a conventional flat belt simply cannot negotiate. A plastic modular belt can be designed to handle all of these configurations — with radius turn belts capable of navigating curves as tight as 150mm inner radius — without requiring costly custom metalwork or compromising container handling stability at the transition points.
ADVANTAGE 04
5–8 Year Service Life With Minimal Lubrication
Engineering-grade thermoplastics used in Ever Power’s plastic modular belt systems carry an inherent self-lubricating property that eliminates the need for periodic belt lubrication — a requirement that, on traditional chain-and-slat conveyors, consumes significant maintenance labour and risks contaminating containers with lubricant overspray. The result is an average operating life of 5–8 years in standard beverage environments, compared to 2–4 years for rubber equivalents, with a straightforward ongoing maintenance requirement limited to visual inspection and module-level spot replacement.
ADVANTAGE 05
Container Stability at Industry-Leading Line Speeds
The precisely moulded flat-top or profiled surface of a plastic modular belt maintains consistent geometry throughout its service life — unlike a rubber belt that stretches and develops surface waves under tension loading. This geometric consistency is directly responsible for the dramatically lower container falldown rates (typically below 0.1%) that Ever Power’s customers report after upgrading from rubber systems, even when line speeds are simultaneously increased to meet growing production targets.
ADVANTAGE 06
Energy Efficiency & Sustainability Benefits
The low coefficient of friction inherent in POM and PP materials, combined with the positive-drive engagement that eliminates belt tension creep, delivers measurably lower drive motor energy consumption compared to friction-drive flat belt systems. For a UK beverage facility operating 24/7, transitioning a full filling line to plastic modular belt conveyors can reduce conveyor drive energy consumption by 15–30% — a meaningful contribution to carbon reduction commitments and Scope 2 energy targets increasingly demanded by UK retail customers.
Application Zones: Where a Plastic Modular Belt Makes the Difference
A modern beverage filling and packaging line is not a single conveyor — it is a sequence of highly specialised process zones, each with distinct speed, hygiene, load, and environmental requirements. Ever Power engineers specify different plastic modular belt configurations for each zone to ensure optimal performance throughout the entire line.
Container Depalletising & Infeed
Low-friction PP modules handle incoming empty glass, PET, or aluminium containers at high infeed rates without surface damage or tipping during the critical single-file formation stage.
Filler & Seamer / Capper Zone
Open-hinge PP belt with superior drainage handles the filler carousel infeed and discharge, coping with continuous product spill, CO2 foam, and repeated rinse-water exposure throughout every shift.
Pasteurisation Tunnel
Nylon PA or high-temperature PP modular belt grades maintain dimensional stability as filled containers pass through sustained temperatures of 62–85°C inside tunnel pasteurisers in lager and fruit juice operations.
Labelling & Date-Coding
Flat-top acetal plastic modular belt sections provide a vibration-damped, geometrically precise surface at labelling and inkjet date-coding stations, ensuring consistent container positioning for accurate label application.
Case Packing & Palletising Outfeed
Heavy-duty roller-top or flat-top modular belt handles the concentrated load and friction demands of filled multi-pack cases at the packaging line outfeed, conveying reliably into case-packing and robotic palletising systems.
Supplying the UK Beverage Manufacturing Industry
The United Kingdom is home to a remarkably diverse and commercially active beverage manufacturing industry, spanning globally recognised brewing clusters in Burton-on-Trent and Tadcaster, large-scale soft drinks production in Greater Manchester, Lancashire, and the Thames Valley, premium bottled water extraction in the Peak District and Scottish Highlands, and a rapidly expanding craft spirits and gin distilling sector across England, Scotland, and Wales. Ever Power supplies plastic modular belt conveyor solutions across all of these sectors, understanding the particular production rhythms, audit regimes, and operational priorities specific to each.
Post-Brexit regulatory alignment means UK beverage producers now operate under a dual compliance framework: the retained EU Regulation 10/2011 on plastic materials and articles intended to contact food (maintained via the UK’s Food Contact Materials Regulations) and guidance from the Food Standards Agency (FSA) in England, Wales, and Northern Ireland, and Food Standards Scotland. All plastic modular belt materials supplied by Ever Power carry full documentation for compliance with both retained EU 10/2011 and FDA 21 CFR listings, with complete batch-level material traceability available on request to support site audit requirements.
East Midlands
Brewing & Packaging
North West
Soft Drinks & Juices
Yorkshire & Humber
Craft & Regional Brewing
South East
Spirits & Premium Water
Scotland
Scotch Whisky & Mineral Water
Μελέτη περίπτωσης επιτυχίας πελάτη
📍 Leeds, Yorkshire, England · 🏭 Independent Craft Brewery · 📅 Completed Q2 2023
Η Πρόκληση
A well-established craft brewery in Leeds, producing 20 million cans annually across five formats (250ml, 330ml, 440ml, 500ml, and 568ml), had reached the practical limits of its decade-old rubber flat belt conveyor system. The belts were retaining moisture between shifts, supporting yeast biofilm growth on the underside fabric layers, and generating persistent can tipping events at line speeds above 450 containers per minute. Three to four unplanned conveyor stoppages per week were costing the brewery an estimated £7,200 per month in lost production, reactive maintenance callouts, and product waste from fallen and crushed cans. BRC Global Standard auditors had flagged the belt condition and drainage performance in two consecutive annual audits, placing the brewery’s Grade A rating under genuine threat — a commercial risk that would jeopardise listings with key regional retail customers.
The Ever Power Solution
Following a two-day site assessment and detailed line audit by Ever Power’s application engineering team, a phased replacement programme was designed using 12.7mm-pitch polypropylene plastic modular belt for all wet zones (filler infeed, seamer discharge, and rinser sections) and flat-top acetal copolymer modular belt for the labelling, date-coding, and packaging outfeed sections. Special attention was given to the filler-seamer transfer point, where a bespoke modular belt nose-bar configuration eliminated the container tip-over events that had previously occurred at the sprocket wrap zone. All belt grades supplied were FDA 21 CFR and retained EU 10/2011 compliant, with full material certification documentation provided for the brewery’s BRC audit file.
Measurable Results — 12-Month Post-Installation Review
96%
Reduction in belt-related unplanned stoppages
£86K
Estimated annual saving (production + maintenance combined)
BRC A+
Hygiene grade achieved at next full audit
530 CPM
New sustained can filling line speed achieved
<0.08%
Can falldown rate (down from 3.1% previously)
What UK Beverage Producers Tell Us
“We have been running Ever Power’s plastic modular belt on our 500ml PET still water line for over two years without a single belt-related stoppage. The drainage performance during CIP washdowns is genuinely impressive, and our BRC auditor specifically noted the hygienic open-hinge construction as best practice during our most recent visit. The price per metre was also noticeably better than quotes from European suppliers we approached.”
— James R., Engineering Manager
Bottled Water Producer · Derbyshire, England
“Our carbonated soft drink line was suffering badly from container tipping and rapid belt edge-wear. After switching to Ever Power’s acetal modular belt on the high-speed sections, falldown dropped from around 3.2% to under 0.1%. Their technical team knew exactly which belt pitch and surface pattern to specify for our 250ml cans — the advice was precise and correct.”
— Sarah T., Production Director
Carbonated Soft Drinks Manufacturer · Manchester, England
“We bottle three different Scotch whisky brands on the same line, which means frequent product changeovers and demanding glass-bottle handling requirements. Ever Power visited us in Speyside, assessed the full line, and designed a modular belt configuration that handles the glass gently with zero breakage events since installation. Replacement module availability and dispatch speed have also been excellent throughout.”
— Callum M., Facilities & Maintenance Lead
Scotch Whisky Bottler · Speyside, Scotland
Ever Power: Custom Plastic Modular Belt Engineering for UK Beverage Lines
Ever Power’s manufacturing facility operates a comprehensive production infrastructure combining high-precision injection moulding, computer-controlled post-processing, and in-house mechanical testing — all dedicated to producing πλαστική αρθρωτή ζώνη solutions that are engineered, not approximated. We do not simply supply from a standard catalogue. Our application engineering process begins with a detailed review of your line layout, container profile, production speed targets, cleaning protocols, and audit requirements. The belt specification that emerges from that process is designed from the module geometry upward to perform optimally in your specific environment — not a generic solution forced into an unsuitable application.
Customisation capabilities that UK customers access through Ever Power include non-standard belt widths from 50mm to 2,400mm, unique module pitch configurations for specialised container formats, radius-turning belt designs engineered to precise inner-radius measurements, anti-static compound grades for sensitive filling environments where static discharge is a concern, metal-detectable blue FDA-approved plastic compounds for facilities with inline metal detection systems, friction-top and raised-rib surface profiles for incline conveying, and complete engineering documentation packages — including material certification, load calculations, and CAD drawings — to support your site commissioning and audit records. Replacement modules for all custom configurations are held in dedicated stock for rapid dispatch to UK mainland addresses within 3–5 working days under normal conditions.
Custom Manufacturing Capabilities
Non-Standard Pitches
Radius Turn Designs
Anti-Static Compound Grades
Blue Metal-Detectable PP
Friction-Top & Roller-Top Profiles
High-Temperature PA Grades
Full Material Certification Docs
Site Assessment Service
BRC Audit Documentation Packs
Rapid UK Dispatch 3–5 Days
Dedicated Spares Holding Programmes
Συχνές ερωτήσεις
[ FAQPage + Speakable schema — add JSON-LD via Yoast SEO / Rank Math to this page’s head section ]
What type of plastic modular belt is best for a high-speed carbonated can filling line running at over 500 containers per minute in the UK?
For high-speed carbonated can filling at 500+ containers per minute in UK production facilities, a 12.7mm-pitch polypropylene or acetal copolymer flat-top plastic modular belt is the most effective specification. The short 12.7mm pitch provides a near-continuous supporting surface that minimises can tipping events at speed, while the open-hinge geometry ensures thorough drainage of CO2 foam and rinse water. Acetal (POM) is specifically recommended where the tightest dimensional tolerances are required, as its low thermal expansion coefficient maintains pitch consistency across the temperature fluctuations common in UK factory environments year-round. Contact Ever Power to discuss the right specification for your specific line speed and can format.
How much does it cost to replace a beverage filling line conveyor belt with a plastic modular belt, and where can I get a competitive UK supplier quote?
The supply cost of a plastic modular belt for a UK beverage filling conveyor depends on width, length, material grade, surface profile, and whether any radius-turn or multi-lane sections are required. As a guide, budgetary supply pricing for a standard polypropylene flat-top belt on a 600mm-wide, 10-metre straight conveyor typically starts from £800–£1,400 ex-works, with installed costs varying by site and frame configuration. Ever Power offers itemised quotations for all UK customer enquiries, with full material certification documentation included as standard. Send your line drawings or specifications to [email protected] for a detailed, project-specific price.
Which plastic modular belt supplier in the UK offers the fastest delivery of replacement modules when my beverage line goes down unexpectedly?
Ever Power maintains a comprehensive stock of both standard and custom plastic modular belt modules, with dispatch to UK mainland addresses typically available within 3–5 working days. For emergency breakdown situations affecting production, we offer an expedited dispatch service for commonly held module sizes. Our recommendation to all UK beverage facility maintenance managers is to establish a small on-site spares holding of the most-used module rows — typically 5–8% of total module count — as insurance against unplanned damage. Speak to our UK team about a tailored preventive spares programme, which can be structured to minimise your spares investment while protecting against worst-case downtime scenarios.
Are plastic modular belts on UK beverage filling lines fully compliant with BRC Global Standard food safety and post-Brexit food contact material regulations?
Yes — when correctly specified and maintained, a plastic modular belt used in beverage filling is fully compatible with the BRC Global Standard for Food Safety (Issue 9) and with UK post-Brexit food contact material legislation (retained EU Regulation 10/2011). Key compliance factors include FDA 21 CFR and EU 10/2011 approved module materials; smooth, non-porous moulded thermoplastic surfaces without fabric reinforcement or glued joints; open-hinge geometry enabling thorough drainage and cleaning validation; and full material traceability by batch number. Ever Power provides comprehensive documentation packs — including material declarations, safety data sheets, and batch certificates — specifically formatted to meet the evidence requirements of BRC Food Safety auditors operating across England, Scotland, and Wales.
How long does a plastic modular belt typically last on a UK beverage production line running 24 hours per day, three shifts, and what maintenance schedule is recommended?
In a UK beverage production environment running continuous three-shift operation, the expected service life of a correctly specified plastic modular belt is 5–8 years for the primary module population, with individual spot-module replacements carried out as needed throughout that period. Service life is most significantly influenced by chemical concentration during CIP washdowns, belt speed, and the abrasiveness of container base materials. Belts in tunnel pasteuriser applications typically achieve 3–5 years given the combined thermal and chemical stress they experience. We recommend a preventive inspection schedule of every 6 months, focusing on hinge-pin wear, sprocket engagement depth, and any module surface cracking at the drive notch locations — the three failure modes most commonly observed on high-utilisation beverage lines.
📋 FAQPage + Speakable Structured Data
To enable Google rich results (FAQ accordion) and voice search eligibility for the questions above, paste the FAQPage JSON-LD schema and the Speakable schema block into your page’s <head> section via Yoast SEO (Schema tab → Custom Schema) or Rank Math (Schema > Custom Schema). Mark the FAQ question-and-answer pairs as speakable elements to qualify for Google Assistant audio responses.