 Need a plastic modular belt solution for your automotive painting line?
Need a plastic modular belt solution for your automotive painting line?
Why the Automotive Paint Shop Demands a Smarter Conveyor Belt
 Walk through any high-volume automotive body plant in the West Midlands, Sunderland, or on the Continent, and you will quickly appreciate why conveyor selection is not a procurement afterthought — it is a core engineering decision that shapes paint quality, throughput, and maintenance downtime for decades. The automotive painting conveyor line operates in one of the harshest industrial environments imaginable: chemical pre-treatment baths, phosphating zones, cathodic electro-deposition (e-coat) tanks, primer ovens reaching 180 °C, and top-coat curing tunnels pushing 160 °C. Every metre of belt is exposed to aggressive solvents, spray mist, and thermal cycling around the clock.
Walk through any high-volume automotive body plant in the West Midlands, Sunderland, or on the Continent, and you will quickly appreciate why conveyor selection is not a procurement afterthought — it is a core engineering decision that shapes paint quality, throughput, and maintenance downtime for decades. The automotive painting conveyor line operates in one of the harshest industrial environments imaginable: chemical pre-treatment baths, phosphating zones, cathodic electro-deposition (e-coat) tanks, primer ovens reaching 180 °C, and top-coat curing tunnels pushing 160 °C. Every metre of belt is exposed to aggressive solvents, spray mist, and thermal cycling around the clock.
Conventional steel slat conveyors and rubber belts struggle with corrosion in the wet pre-treatment stages, thermal deformation in ovens, and the nightmare of accumulated paint over-spray that clogs moving parts. This is precisely where a purpose-engineered plastic modular belt changes the economics of the whole line. With over 18 years designing conveyor systems for automotive clients from the UK to Germany and Southeast Asia, I have seen the same pattern repeat: plants that switch to a correctly specified plastic modular belt cut unplanned stoppages by 40–60 % and reduce belt replacement intervals from 18 months to well beyond five years.
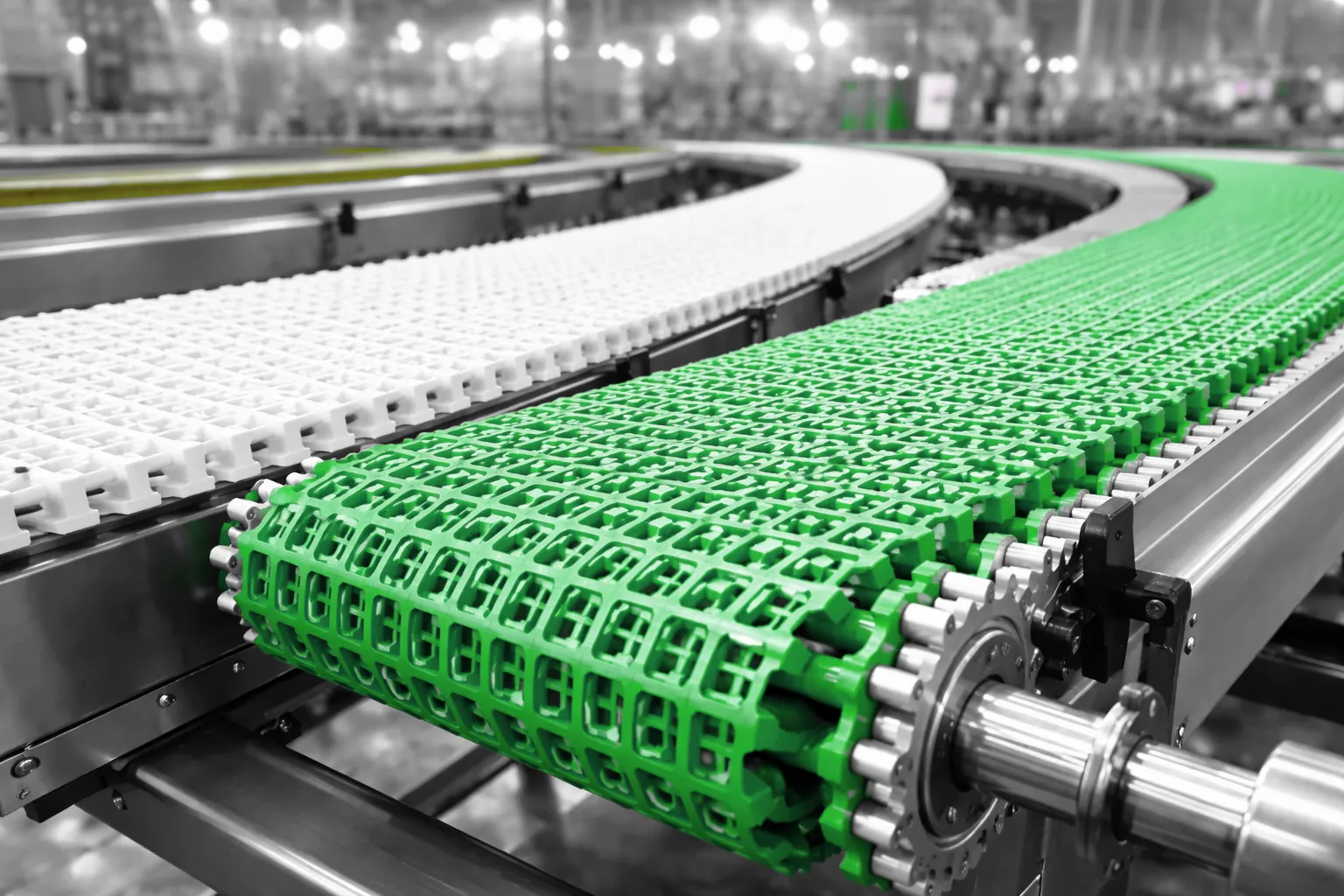
The plastic modular belt is not simply a belt — it is a precision-engineered system of interlocking polypropylene, acetal (POM), or polyethylene modules that snap together without fasteners, enabling section-by-section replacement in minutes rather than the half-day shutdowns a welded steel chain demands. For automotive OEMs and Tier 1 suppliers under relentless cycle-time pressure, that difference is commercially decisive.
Core Technical Principles of the Plastic Modular Belt
Modular Interlocking Architecture
Individual modules are injection-moulded to tight tolerances and connected via hinge rods — typically stainless steel 316L in corrosive wash zones. The result is a flat, dimensionally stable running surface that accommodates horizontal curves, inclines up to 45°, and side-flexing layouts without additional components. Damaged modules are removed and replaced cold, in-situ, without belt removal.
High-Temperature Polymer Compounds
Standard polypropylene handles up to 120 °C continuously. For automotive e-coat and primer oven zones, high-temperature acetal (POM-HT) and glass-filled nylon (PA6-GF30) compounds are specified, maintaining dimensional stability to 180 °C. These materials resist the phosphoric acid, alkaline degreaser, and solvent-borne paint chemistries that destroy conventional rubber belts within weeks.
Open-Grid & Flush-Grid Surface Options
Open-grid plastic modular belt configurations allow paint over-spray, rinse water, and chemical drips to fall clear of the belt surface, drastically reducing paint build-up and the unscheduled cleaning stoppages that plague solid-surface conveyors. Flush-grid variants provide a smooth carrying surface for body panels that must not be scratched during conveyance through primer and top-coat booths.
Low-Tension, Positive-Drive Design
Unlike flat belts that rely on friction and high pre-tension, plastic modular belts are positively driven by sprockets engaging the module hinge rods. Belt tension is minimal, meaning bearings, shafts, and frames last significantly longer. For automotive body-in-white (BiW) lines where frames carry heavy jigs and fixtures, this dramatically reduces the structural load on conveyor infrastructure.
Material Selection & Performance Parameters
Selecting the correct polymer for a paint shop conveyor is the single most important engineering decision. Get it wrong and you face belt failure inside three months; get it right and the system runs largely unattended for years. The following table consolidates the materials our engineering team at Ever Power specifies for each zone in a typical automotive painting line, drawing on installations across the UK, Germany, and Poland. Every project begins with a detailed zone-by-zone chemical and thermal audit before a single module is manufactured.
| Paint Shop Zone | Recommended Material | Max Temp (°C) | Chemical Resistance | Belt Pitch (mm) | Surface Type |
|---|---|---|---|---|---|
| Pre-Treatment / Phosphating | PP (Polypropylene) | 90 | Excellent — acids, alkalis | 25.4 / 38.1 | Open grid |
| E-Coat (CED) Dip Tank | PP-HT / PE-HD | 60 | Excellent — electrolytic bath | 38.1 | Open grid |
| E-Coat Oven (Curing) | POM-HT (Acetal HT) | 175 | Good — low humidity | 25.4 | Flush / ribbed |
| Primer Spray Booth | PA6-GF30 (Nylon GF) | 130 | Very good — solvent mist | 25.4 / 50.8 | Open grid |
| Primer Oven | PA6-GF30 / PPS | 180 | Excellent — high thermal | 25.4 | Flush |
| Top-Coat Spray Booth | POM / PA6-GF30 | 130 | Very good — mixed solvents | 25.4 / 38.1 | Open grid |
| Top-Coat Oven | PPS (Polyphenylene Sulfide) | 200 | Outstanding — extreme temp | 25.4 | Flush |
* All temperature ratings are continuous operating values. Peak excursion ratings typically 15–20 °C above stated figures. Hinge rod material: SS 316L standard; titanium available on request.
Where Plastic Modular Belt Fits Inside the Automotive Paint Shop
 The automotive painting conveyor line is not a single conveyor — it is a choreographed network of conveyors, each serving a distinct process stage with its own temperature envelope, chemical exposure, and mechanical load. A plastic modular belt system, when correctly specified for each zone, provides the plant engineer with one unified conveyor platform rather than five or six different belt technologies requiring separate spare-parts inventories and maintenance training programmes. This consolidation benefit is frequently undervalued at the procurement stage but becomes very apparent once a plant has operated for two or three years and starts comparing maintenance logs.
The automotive painting conveyor line is not a single conveyor — it is a choreographed network of conveyors, each serving a distinct process stage with its own temperature envelope, chemical exposure, and mechanical load. A plastic modular belt system, when correctly specified for each zone, provides the plant engineer with one unified conveyor platform rather than five or six different belt technologies requiring separate spare-parts inventories and maintenance training programmes. This consolidation benefit is frequently undervalued at the procurement stage but becomes very apparent once a plant has operated for two or three years and starts comparing maintenance logs.
🔧 Body-in-White (BiW) Transfer
Moving bare metal body shells from the press shop or weld shop to the pre-treatment entry point. Wide-pitch, high-load plastic modular belt modules handle frames and skids weighing 800–1,200 kg without the flex and sag that destroy narrower chain conveyors.
🧪 Pre-Treatment & Rinse Zones
Open-grid PP plastic modular belt allows degreaser, phosphate solution, and rinse water to drain freely while supporting the body carrier. The non-metallic construction eliminates galvanic contamination that can compromise phosphate coating adhesion — a critical paint quality parameter.
⚡ E-Coat (CED) Entry & Exit
The transition conveyors leading bodies into and emerging from the e-coat tank are among the most chemically aggressive positions in any paint shop. PP or PE-HD plastic modular belt here outlasts steel alternatives by a factor of four to six in our documented installations, while also maintaining the electrical isolation necessary to prevent stray currents from disrupting the coating process.
🔥 Oven Conveying (E-coat, Primer, Top-coat)
POM-HT and PA6-GF30 plastic modular belt modules operate continuously in cure ovens up to 180 °C, maintaining dimensional consistency so body carrier positioning remains within ±2 mm — the tolerance required for downstream robotic sealing and assembly operations.
🎨 Spray Booth Conveyance
Open-grid plastic modular belt in paint booths allows atomised paint particles to fall through the belt, preventing the cumulative build-up that creates contamination and fire hazards on solid belt surfaces. The smooth, even belt speed enabled by the positive-drive system is critical for achieving even film thickness across complex body panel geometries.
🏁 Final Inspection & Offline Buffer
After the top-coat oven, plastic modular belt buffer conveyors accumulate completed bodies before the final trim assembly line. The smooth, scratch-free surface protects freshly painted panels during this critical handling stage where any surface damage means a costly repaint cycle.
Six Proven Advantages for UK Automotive Manufacturers
The business case for plastic modular belt in an automotive paint shop is built on a combination of hard engineering performance and measurable operational cost reduction. These are not theoretical claims — they are outcomes observed across actual production environments, documented through maintenance logs, paint defect rate cards, and OEE reports submitted by our clients. When a plant engineer in Coventry or a procurement manager in Sunderland asks what the payback period looks like, the following six factors drive the calculation.
Rapid Module Replacement
Replacing a damaged section of plastic modular belt takes a maintenance technician 10–20 minutes with no specialised tools. The same repair on a welded steel chain requires a full line shutdown, cutting gear, and a minimum of 4 hours. Across a plant running 20 hours per day, that difference in recovery time has a direct, quantifiable impact on OEE.
Chemical & Corrosion Immunity
Polypropylene and acetal are chemically inert to the full spectrum of automotive pre-treatment chemistries — phosphoric acid, sodium hydroxide, zinc phosphate, and most solvent-borne clearcoats. There is no rusting, no oxidation, and no chemical degradation. Steel conveyors in pre-treatment zones typically require corrosion-protection overhaul every 18–24 months, a cost that disappears with plastic modular belt.
Significantly Lower Noise Levels
Metal-to-metal contact in steel chain conveyors generates 85–95 dB across a typical paint shop, requiring costly acoustic enclosures and subjecting workers to noise exposure that triggers UK HSE reporting thresholds. Plastic modular belt running on polymer sprockets consistently measures 65–72 dB — a reduction that removes a regulatory compliance burden and meaningfully improves working conditions.
Lubrication-Free Operation
Steel chain conveyors require regular lubrication — in the pre-treatment and paint booth environments, lubricant contamination of the body surface is a major source of paint adhesion failure and costly rework. Plastic modular belt requires no lubrication, eliminating this contamination risk entirely and removing the labour, consumables, and waste disposal costs of a lubrication programme.
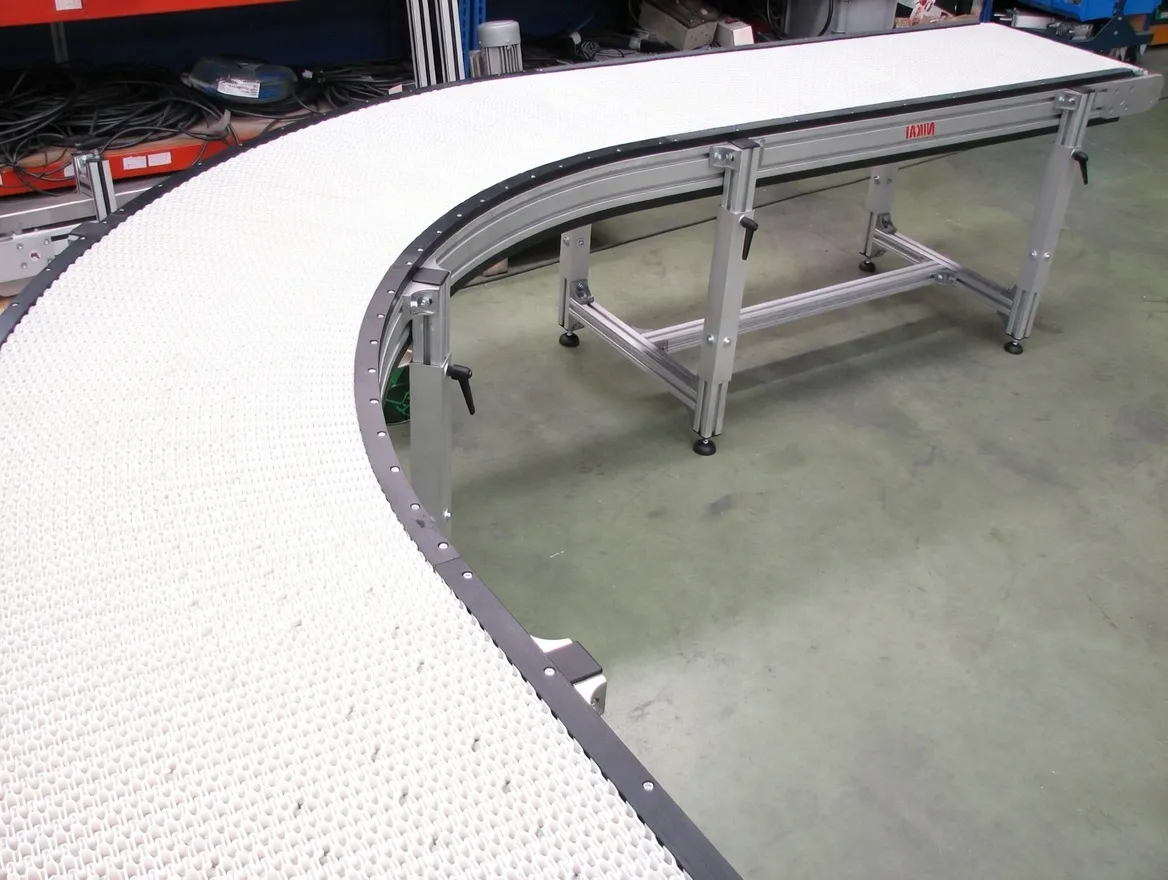
Design Flexibility & Custom Layout
Plastic modular belt accommodates horizontal curves, side-flexing S-bends, and incline/decline sections that would require complex transfer points with steel chain systems. This layout flexibility allows plant engineers to optimise paint shop floor space, reducing building footprint and the capital cost of plant infrastructure — a significant advantage when retrofitting an existing facility.
Lower Total Cost of Ownership
When all maintenance, lubrication, corrosion-protection, noise-compliance, and downtime costs are included in a 5-year TCO model, plastic modular belt consistently delivers a 30–45 % cost saving over steel chain alternatives in automotive paint shop applications. For a 200-metre paint line, this typically represents a saving of £180,000–£350,000 over five years based on UK labour and materials pricing.
Customer Success Story
A documented installation from our portfolio
ZF Friedrichshafen AG Supplier — Driveline Components Paint Line Retrofit, Baden-Württemberg
A Tier 1 supplier manufacturing driveline housings for ZF Friedrichshafen AG operated a 15-year-old steel chain conveyor through their three-stage paint line: alkaline wash, zinc phosphate pre-treatment, and two-component epoxy primer oven at 165 °C. By 2022, chain replacement had become an annual event costing €42,000 per cycle including labour, and corrosion-related paint adhesion failures were generating a 3.2 % rework rate on finished housings.
Ever Power’s engineering team conducted a full zone-by-zone audit and designed a replacement plastic modular belt system using PP modules in the wash and phosphate zones, and PA6-GF30 modules through the oven section. The retrofit was completed over a single planned shutdown weekend of 54 hours — significantly less than the three-week shutdown originally budgeted for a like-for-like steel replacement.
“We had tried two other belt suppliers before Ever Power. Neither could handle the thermal cycling in our primer oven without modules warping within six months. The PA6-GF30 belt has now run for over two years without a single module replacement. The engineering support during specification was first class.”
“Our paint adhesion defect rate was stubbornly stuck at 2.8–3.5 % and we could not trace the root cause. After switching to the open-grid plastic modular belt in the pre-treatment zone and eliminating the chain lubricant, the rate dropped to below 0.4 % within three production cycles. The return on investment calculation practically wrote itself.”
“The noise reduction alone justified the investment for us. We were fighting a prohibition notice from the HSE over our paint shop noise levels. After fitting the Ever Power plastic modular belt system, measurements dropped from 91 dB to 69 dB in the most problematic section, and we cleared the inspection with room to spare. The belt paid for itself in avoided legal costs.”
Ever Power Custom Manufacturing Capability
No two automotive paint shops share the same layout, and off-the-shelf catalogue products rarely meet the performance requirements of a high-throughput vehicle manufacturing environment. Ever Power operates its own injection moulding and belt assembly facility with ISO 9001:2015 certification, enabling full end-to-end control from polymer compounding through to final belt assembly and factory acceptance testing. This in-house capability is what allows us to offer bespoke module geometries, non-standard pitches, custom surface profiles, and specialised hinge rod materials that catalogue suppliers simply cannot deliver.
Bespoke Module Geometry
Custom module widths from 50 mm to 1,200 mm, special carry surface profiles for body fixtures, and unique hinge geometry for tighter curve radii than standard products permit.
Polymer Compound Development
Where standard compounds do not satisfy a client’s specific chemical exposure profile, our materials team can formulate and validate custom polymer blends with additive packages tailored to the process chemistry.
Stocked Spare Module Programme
For clients with running production lines, Ever Power maintains a dedicated spares holding covering all active module SKUs, with guaranteed 48-hour despatch to UK and mainland European addresses.
On-Site Installation & Commissioning
Our field engineering team provides supervised installation, sprocket and frame alignment, belt tensioning, and commissioning documentation — ensuring the system meets specification from the first production shift.
Ready to discuss your automotive painting conveyor project with our engineering team?
Serving UK Automotive Manufacturers — From Sunderland to Solihull
 The United Kingdom’s automotive manufacturing sector — centred on the West Midlands, the North East of England, and Merseyside — operates some of the most demanding paint shop environments in Europe. Plants producing passenger cars, commercial vehicles, and agricultural machinery in locations from Nissan’s Sunderland facility to Jaguar Land Rover’s Castle Bromwich site share common challenges: ageing infrastructure, regulatory pressure from the HSE on noise and chemical exposure, and the relentless requirement to reduce per-unit manufacturing cost while maintaining the paint quality standards demanded by global consumers.
The United Kingdom’s automotive manufacturing sector — centred on the West Midlands, the North East of England, and Merseyside — operates some of the most demanding paint shop environments in Europe. Plants producing passenger cars, commercial vehicles, and agricultural machinery in locations from Nissan’s Sunderland facility to Jaguar Land Rover’s Castle Bromwich site share common challenges: ageing infrastructure, regulatory pressure from the HSE on noise and chemical exposure, and the relentless requirement to reduce per-unit manufacturing cost while maintaining the paint quality standards demanded by global consumers.
Ever Power supplies plastic modular belt solutions to automotive Tier 1 and Tier 2 manufacturers across the UK, with particular density of installations in the West Midlands automotive cluster, the North East vehicle assembly corridor, and among the agricultural and commercial vehicle builders of Lincolnshire, Yorkshire, and East Anglia. Our UK-based account managers and field engineers understand the specific challenges of British paint shop environments, including the damp ambient conditions that accelerate corrosion in pre-treatment zones and the older building stock that constrains conveyor layout options.
We work directly with plant engineers, maintenance managers, and procurement teams at UK automotive manufacturers to develop πλαστική αρθρωτή ζώνη solutions that are engineered to the specific zone-by-zone requirements of each facility, rather than adapted from a general-purpose catalogue product. If you are evaluating conveyor belt options for a paint shop retrofit or a new plant build anywhere in the United Kingdom, our engineering team is ready to provide a no-obligation technical consultation and competitive quotation.
Frequently Asked Questions
Answers to the questions UK automotive engineers and procurement managers ask most often
Ready to Upgrade Your Automotive Paint Shop Conveyor?
Send your line layout, zone temperatures, and chemical data to our engineering team for a fully costed plastic modular belt proposal — no obligation, fast turnaround.
Ever Power · Plastic Modular Belt Solutions · United Kingdom & Europe · [email protected]
επεξεργασία από gzl