 Plastic Modular Belt for Beverage Bottle & Can Filling Lines:
Plastic Modular Belt for Beverage Bottle & Can Filling Lines:The Engineering Case for Plastic Modular Belt in Beverage Filling Operations
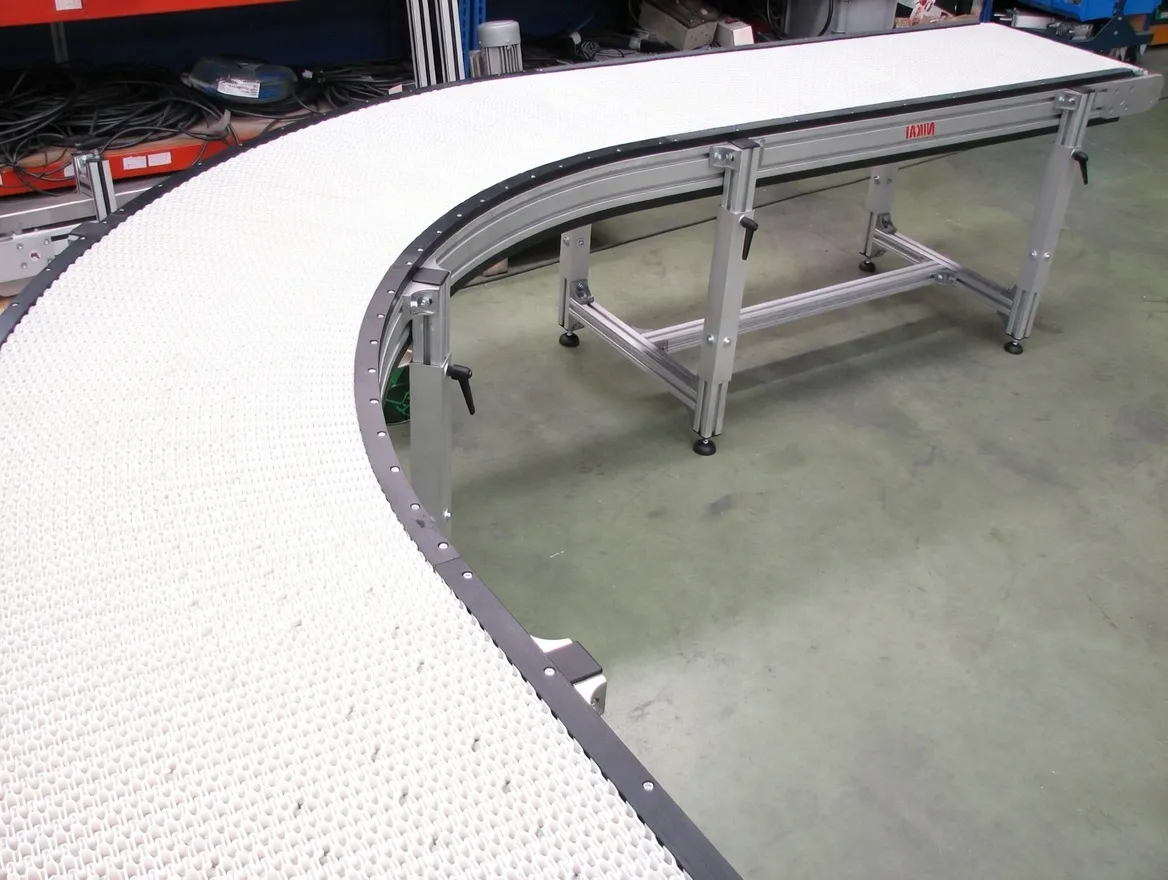
 The beverage filling sector operates under some of the most unforgiving conveyor conditions encountered anywhere in food and drink manufacturing. A plastic modular belt deployed across a bottle or can filling line must tolerate continuous CIP (clean-in-place) washdown cycles — often twice per production day — endure daily exposure to sodium hypochlorite, caustic soda, and citric acid cleaning agents, maintain precise lane-tracking stability at belt speeds exceeding 40 metres per minute, and do all of this across three-shift, 24/7 production schedules without generating unplanned stoppages that erode output targets. Traditional flat-wire mesh belts and stainless steel slat chains struggle to satisfy these requirements simultaneously. The plastic modular belt — built from interlocking injection-moulded thermoplastic modules joined by stainless steel or acetal cross-rods — is engineered from the ground up to meet every one of them. Its open-grid and flush-surface geometries allow wash water and product spillage to drain freely, rather than pooling and harbouring microbial growth. Its modular construction allows individual damaged sections to be swapped out in under ten minutes without removing the belt from the frame, eliminating the multi-hour shutdown events that steel-chain replacement demands. For UK beverage manufacturers operating under BRCGS Issue 9, the Food Safety Act 1990, and the increasingly stringent food-contact requirements of major UK retailers, these characteristics are not peripheral conveniences — they are commercially critical requirements.
The beverage filling sector operates under some of the most unforgiving conveyor conditions encountered anywhere in food and drink manufacturing. A plastic modular belt deployed across a bottle or can filling line must tolerate continuous CIP (clean-in-place) washdown cycles — often twice per production day — endure daily exposure to sodium hypochlorite, caustic soda, and citric acid cleaning agents, maintain precise lane-tracking stability at belt speeds exceeding 40 metres per minute, and do all of this across three-shift, 24/7 production schedules without generating unplanned stoppages that erode output targets. Traditional flat-wire mesh belts and stainless steel slat chains struggle to satisfy these requirements simultaneously. The plastic modular belt — built from interlocking injection-moulded thermoplastic modules joined by stainless steel or acetal cross-rods — is engineered from the ground up to meet every one of them. Its open-grid and flush-surface geometries allow wash water and product spillage to drain freely, rather than pooling and harbouring microbial growth. Its modular construction allows individual damaged sections to be swapped out in under ten minutes without removing the belt from the frame, eliminating the multi-hour shutdown events that steel-chain replacement demands. For UK beverage manufacturers operating under BRCGS Issue 9, the Food Safety Act 1990, and the increasingly stringent food-contact requirements of major UK retailers, these characteristics are not peripheral conveniences — they are commercially critical requirements.
The economic argument for specifying a plastic modular belt on a UK beverage filling line has strengthened considerably as UK industrial energy costs and labour rates have increased. The self-lubricating properties of POM (polyoxymethylene) and the inherently low coefficient of friction in food-grade PP (polypropylene) modules mean that modular plastic belt systems draw measurably less power from conveyor drive motors compared with lubricated steel chain alternatives of equivalent load-bearing capacity. Independent lifecycle assessments carried out at UK soft drink and mineral water plants suggest that drive motor energy savings of 18 to 25 percent are routinely achievable when transitioning from steel slat chain to plastic modular belt on the same conveyor frame. Multiply this across six, eight, or twelve belt sections in a modern multi-lane filling hall and the saving appears directly and meaningfully in the site’s energy and maintenance budget lines. Add the reduction in lubricant procurement costs — a modular plastic belt requires no lubrication whatsoever — and the savings compound further. When full lifecycle cost modelling is applied across a five-year horizon, the plastic modular belt consistently outperforms every steel chain alternative on total cost of ownership, a fact that procurement managers from Burton-upon-Trent to Glasgow are increasingly embedding in their capital expenditure justifications for filling line investment.
Technical Performance Specifications
Standard parameters for food-grade plastic modular belt — beverage line configuration.
Six Engineering Advantages Driving UK Adoption
Why beverage engineers across England, Scotland, Wales and Northern Ireland are standardising on plastic modular belt.
Hygienic Self-Draining Design
The flush-grid and open-hinge geometry of the plastic modular belt allows wash water, foam cleaning agents, and product spillage to flow freely through the belt surface rather than pooling across the belt deck. This fundamentally reduces the bacterial load potential in the conveyor zone — a critical performance criterion for UK beverage facilities operating to BRCGS Issue 9 and the Food Safety Act 1990. Unlike flat steel chain, where liquid accumulates in closed joints and creates persistent hygiene hotspots, the modular belt’s thermoplastic surface is non-porous, non-absorbent, and geometry-driven in its drainage characteristics. CIP cycle times are measurably shorter, cleaning chemical volumes are reduced, and environmental swab failure rates in conveyor zones drop significantly after transition from steel to plastic modular belt systems across UK filling lines of every scale and type.
Tool-Free Module Replacement
One of the most operationally significant attributes of a plastic modular belt — particularly in a high-throughput UK filling hall running 36,000 units per hour — is the ability to replace individual damaged modules in under ten minutes, without specialist tools, without removing the belt from the conveyor frame, and ideally during a planned micro-stop rather than an unscheduled line outage. Each module snaps into the cross-rod system by hand; a maintenance technician carrying a small stock of spare modules on the line can address belt damage before it escalates into a full belt failure event. This contrasts sharply with woven-wire mesh belt damage scenarios, where a single broken wire can propagate rapidly to require full belt replacement under time pressure during production — an experience familiar to plant engineering managers at virtually every UK beverage site still running legacy steel conveyor infrastructure.
Chemical & Corrosion Resistance
Beverage filling environments routinely expose conveyor components to concentrated sodium hypochlorite, citric acid, caustic soda (NaOH), peracetic acid, and a range of proprietary biocidal cleaning chemistries at working concentrations. A correctly specified plastic modular belt — particularly those fabricated in POM copolymer or food-grade PP — maintains structural integrity, dimensional stability, and surface hardness through repeated exposure to these agents at standard application concentrations and temperatures. This performance stands in sharp contrast to galvanised or carbon steel chain systems, where corrosion-induced elongation, surface oxidation, and metal particulate shedding become quality compliance concerns within eighteen to twenty-four months of operation in a wet-zone filling environment. The absence of metallic corrosion also eliminates a significant foreign body risk category from the HACCP assessment for the belt and conveyor zones of the filling line.
Low Friction, Lower Energy Bills
The self-lubricating properties of POM and the low surface friction of food-grade PP make the plastic modular belt considerably more energy-efficient than steel chain alternatives of equivalent carrying capacity. When running across a 30-metre accumulation conveyor section at full load, the reduction in conveyor drive motor energy consumption versus a lubricated steel slat chain can reach 18 to 25 percent on that section alone. For UK beverage manufacturers with energy intensity reduction targets embedded in their sustainability and ESG reporting commitments — increasingly a board-level priority in UK food and drink manufacturing — this saving appears directly on the P&L statement while simultaneously contributing to the site’s carbon reduction programme. No lubrication is required at any point in the belt’s operational life, eliminating lubricant procurement costs, lubricant application downtime, and the product contamination risk associated with lubricant over-spray in the filling zone.
Configurable for Every Container
From 200ml glass tonic water bottles to 500ml aluminium lager cans, from 1.5-litre PET mineral water containers to 330ml carbonated soft drink cans, the plastic modular belt can be specified with the right surface texture, module pitch, and cross-rod design to deliver stable, scratch-free, positive conveying for every container profile your line handles. Anti-skid raised-rib surfaces prevent container topple at speed transitions and incline sections; low-friction flat-top surfaces allow smooth accumulation and dead-plate transfers; roller-top modules facilitate 90-degree directional changes and multi-lane merging — all achievable within the same belt family, simplifying spare parts holding and engineering documentation for UK factories running mixed container formats on shared line infrastructure.
Extended Service Life, Lower TCO
When correctly matched to the conveyor loading, operating speed, and cleaning regime, a quality plastic modular belt on a beverage filling line delivers a continuous operational life of five to eight years before full replacement is required. This compares with the twelve-to-eighteen-month replacement cycles typical for metal mesh belts running in similarly demanding wet environments. When total cost of ownership is calculated across a five-year horizon — incorporating drive energy, lubricant, maintenance labour, planned parts, and production loss from unplanned downtime — the plastic modular belt consistently emerges as the lower-cost option by a significant margin, aligning well with the three-to-five-year capital expenditure planning cycles of UK beverage businesses of every scale.
The Engineering Principles Behind the Plastic Modular Belt
Structure, drive mechanics, and hygiene properties — explained for UK filling line engineers.
Modular Architecture
Each plastic modular belt is constructed from individual injection-moulded thermoplastic modules assembled in a brick-lay interlocking pattern and connected by cross-rods — typically stainless steel 304 or 316, or acetal, depending on the cleaning regime. The brick-lay arrangement distributes tensile load evenly across the belt width, preventing the diagonal tear failure that can propagate rapidly in flat-wire belts under misalignment or surge loading. The cross-rod-and-module system operates as a continuous surface yet retains the mechanical flexibility to navigate drive sprockets, return pulleys, and tight-radius curves as small as 300mm — critical for the compact footprints of older UK beverage filling halls where new conveyor installations must navigate around existing structural steel and floor penetrations.
Positive Sprocket Drive
The plastic modular belt is driven by positively engaging sprockets that mesh directly with the module hinge links, eliminating the belt-slip issues that affect friction-drive flat belts under wet or heavily loaded operating conditions. This positive engagement guarantees consistent belt speed uniformity across the full belt width — a requirement that is technically critical when conveying containers through filler, capper, and labelling head zones where speed variation across the belt width causes rotational container drift, capper misregistration, and label placement defects. Drive sprockets are available in engineering plastic or stainless steel 316 to suit the corrosion protection and CIP cleaning requirements of individual filling line zones.
Drainage & Hygiene Geometry
The physical geometry of the plastic modular belt — whether flush grid, open hinge, or perforated flat top — ensures that liquid from beverage overfill, rinser discharge, and CIP wash cycles drains through the belt surface rather than pooling and remaining in contact with the product-zone conveyor structure. This self-draining performance is fundamental to achieving the low Total Viable Count targets required by BRCGS and the site-specific hygiene standards demanded by major UK retailers’ codes of practice. Unlike rubber belts, the non-porous thermoplastic surface does not harbour bacteria in surface fissures or cracks, even after years of continuous operation under aggressive wash regimes.
Where the Plastic Modular Belt Performs on a Filling Line
From depalletising infeed to palletising transfer — every zone of the beverage filling line has a matching belt configuration.
Zone 01
Depalletising & Rinser Infeed
Empty PET bottles and aluminium cans conveyed from depalletisers into bottle rinsers or can washers demand stable single-file formation at up to 40,000 units per hour. A flush-grid plastic modular belt handles rinse water drainage without back-pooling while maintaining container orientation. The open surface eliminates the standing water that causes container topple at transition points on high-speed infeed sections in UK filling operations.
Zone 02
Filler & Capper Zone
The filler-to-capper transfer zone demands absolute container stability and precise speed uniformity across the full belt width. Flat-top food-grade PP plastic modular belt modules deliver the low-friction, easy-clean surface required in this zone, with positive sprocket drive eliminating the speed variation that causes container-to-capper misregistration on rotary filling machines running at high throughput rates across UK canning and bottling facilities.
Zone 03
Tunnel Pasteuriser
UK beer and juice filling operations frequently incorporate tunnel pasteurisers at 60–72°C. POM-grade plastic modular belt rated to +120°C performs reliably in this environment, eliminating the belt sag, corrosion, and rust contamination risk that has historically made steel mesh the default pasteuriser belt choice despite its high maintenance burden and material-shedding foreign body risk in audit environments.
Zone 04
Labelling & Coding
Labelling heads require containers in consistent upright orientation with minimal inter-container spacing variation. The anti-skid raised-rib surface of the plastic modular belt prevents container rotation during infeed conveying, while the rigid flat deck maintains stable container base presentation across the belt width — reducing label misplacement rejection rates and cutting labeller speed loss on UK beverage packaging lines.
Zone 05
Accumulation & Buffer Conveyors
Mass-flow accumulation conveyors must handle back-pressure from filled containers without damaging labels or deforming containers. The low-friction flat-top plastic modular belt surface minimises label scuffing during accumulation events, while resistance to label adhesive contamination — a persistent problem with rubber belts downstream of self-adhesive labellers — significantly reduces unscheduled belt cleaning requirements on UK beverage packaging lines.
Zone 06
Packing & Palletising Infeed
Roller-top plastic modular belt modules enable 90-degree directional changes and merging-lane configurations within a compact footprint — particularly valuable in constrained UK beverage factory layouts where retrofit conveyor installations must navigate existing structural columns, floor voids, and utility service runs that cannot be relocated without disproportionate civil works expenditure.
Plastic Modular Belt Material Selection Guide
Selecting the correct base material is the single most important specification decision for a beverage filling line belt.
Customer Success: Yorkshire Craft Brewery Cuts Conveyor Downtime by 68%
Case Study · North Yorkshire, England · Craft Beer Can Filling Line · 2023
 Background: A 47-employee craft brewery in North Yorkshire producing approximately 2.8 million litres of packaged beer annually had operated its 330ml can filling line using a galvanised steel slat chain conveyor since the facility was established in 2016. By late 2022, the maintenance team was logging an average of 4.2 unplanned conveyor stoppages per week — predominantly driven by chain elongation, corrosion-induced link seizure, and surface rust particles triggering environmental swab failures in BRCGS audit cycles. Annual conveyor maintenance expenditure had reached £34,000, and the plant engineering manager’s analysis indicated that conveyor-related downtime was costing a further £18,000 annually in lost production output across the 330ml can line alone.
Background: A 47-employee craft brewery in North Yorkshire producing approximately 2.8 million litres of packaged beer annually had operated its 330ml can filling line using a galvanised steel slat chain conveyor since the facility was established in 2016. By late 2022, the maintenance team was logging an average of 4.2 unplanned conveyor stoppages per week — predominantly driven by chain elongation, corrosion-induced link seizure, and surface rust particles triggering environmental swab failures in BRCGS audit cycles. Annual conveyor maintenance expenditure had reached £34,000, and the plant engineering manager’s analysis indicated that conveyor-related downtime was costing a further £18,000 annually in lost production output across the 330ml can line alone.
Solution: Following a site survey and a technical consultation examining belt width, pitch requirements, cleaning chemical compatibility, and operating speed profile, the brewery specified a food-grade PP plastic modular belt with flush-grid surface pattern across all six conveyor sections in the can filling line — covering depalletising infeed, filler approach, accumulation, labelling, case packer infeed, and palletising transfer. The belts were supplied in module widths matching the existing conveyor frames exactly, eliminating the need for any frame modification and compressing the total installation to a single planned weekend shutdown.
12-Month Results: Unplanned conveyor stoppages fell from 4.2 to 1.3 per week — a 69% reduction. Annual conveyor maintenance spend dropped from £34,000 to £11,500. Environmental swab failures attributable to belt zones fell to zero in the first post-installation BRCGS audit. Drive motor energy consumption across the six belt sections averaged a 21% reduction, corresponding to approximately £2,200 in annual electricity savings at prevailing UK industrial tariffs. The plant engineering manager subsequently specified plastic modular belt systems for two additional production lines at the same site.
What UK Customers Say
“We replaced the steel chain on our 500ml PET water filling line in August. The difference in daily cleaning time alone has saved close to two hours per shift. The belt drains perfectly, stays clean, and we have not had a single belt-related stoppage in nine months. The return on investment was well inside twelve months — well ahead of the forecast.”
James H., Engineering Manager
Mineral Water Bottling Plant, Devon, England
“We had struggled with our tunnel pasteuriser belt for years — constant rust contamination alerts, weekly re-tensioning, three full replacements in four years. Switching to a POM plastic modular belt eighteen months ago has been transformative. We have not needed to touch it since commissioning except for one module swap during a routine inspection. Outstanding product and excellent technical support.”
Sandra P., Production Director
Regional Lager Brewery, Edinburgh, Scotland
“The custom-width belt arrived within the quoted lead time and matched our existing conveyor frame drawings exactly. Installation was straightforward and the belt performance on our 330ml can line has exceeded expectations from day one. The team were responsive throughout the enquiry and provided every piece of food-contact compliance documentation we needed for our customer audit folder.”
Mark T., Site Manager
Carbonated Soft Drink Manufacturer, West Midlands, England
Bespoke Manufacturing & Customisation Capability
At Ever Power, our manufacturing facility is built around a plastic modular belt production capability that extends far beyond standard catalogue widths and pitches. The beverage industry encompasses enormous diversity in conveyor frame dimensions, production speeds, container profiles, and cleaning regime requirements — and off-the-shelf belt specifications rarely align perfectly with the practical requirements of a live UK filling line. Bespoke customisation is therefore not an optional premium at Ever Power; it is the foundation of how we work with every B2B customer, from a single-site craft beverage producer ordering one belt section to a pan-European drinks group procuring modular belts across multiple UK and continental manufacturing facilities under a single supply agreement. Every order, regardless of scale, receives the same rigorous material validation, dimensional verification, and compliance documentation process before dispatch — because we understand that a single non-conforming belt on a BRCGS-audited filling line is not a minor inconvenience but a business-critical event for our customers.
Custom Widths
Any width from 100mm to 3,000mm+ built to your exact conveyor frame measurement — no adaptor plates, no frame modification required.
Material Validation
PP, POM, PE, and Nylon grades selected and validated against your specific cleaning chemical programme and operating temperature profile before manufacture.
Surface Configuration
Flat top, flush grid, raised rib, roller top, and perforated surfaces including custom anti-skid or low-friction patterns engineered for specific container profiles.
Compliance Documents
Full material declarations, FDA / EC 1935/2004 conformity certificates, REACH / RoHS statements, and installation guidance with every order — audit-folder ready.
Fast Lead Times
Standard widths dispatched in 5–7 working days. Custom-width belts completed in 14–21 working days. Express production available for urgent UK filling line emergencies.
Technical Support
Pre-order belt selection consultation, installation documentation, and post-installation technical assistance available for all UK beverage manufacturing customers at no additional cost.
Supplying UK Beverage Manufacturers: From Burton-upon-Trent to the Highlands
The United Kingdom is home to one of the most technically diverse beverage manufacturing sectors in Europe. The historic Burton-upon-Trent brewing region in Staffordshire remains a global benchmark for lager and ale production. The whisky distilling and bottling operations of Speyside, Islay, and Campbeltown in Scotland handle everything from delicate spirit filling to high-volume blended whisky packaging on lines where conveyor hygiene compliance is inseparable from product quality assurance. The English Midlands and North West host major carbonated soft drink, juice, and energy drink filling operations of national and international scale. The rapidly expanding craft beverage sector spans England, Wales, Northern Ireland, and the south of Scotland, bringing a new generation of technically demanding, compliance-conscious operators into the market for quality plastic modular belt systems. Our products are specified and supplied across all of these regions and sectors, and we understand the specific legislative and commercial compliance landscape that shapes the operating requirements of UK food and drink manufacturers — including the Food Safety Act 1990, the Food Safety and Hygiene (England) Regulations 2013, BRCGS Issue 9, and the Food Standards Agency’s enforcement framework. Every plastic modular belt we supply to the UK beverage sector comes fully documented to meet these requirements.
200+
UK Beverage Sites Served
5–8 yrs
Typical Belt Service Life
<12 mo
Typical ROI Period
FDA
+ EC 1935/2004 Certified
18 yrs+
Application Engineering Experience
Frequently Asked Questions
Answers to the questions we hear most often from UK beverage production engineers and procurement managers.
Ever Power · Plastic Modular Belt Specialists
Ready to Upgrade Your Beverage Filling Line?
Our applications engineering team works with UK beverage manufacturers of every scale — from single-line craft producers to multi-site national brands — to identify the correct plastic modular belt specification for their exact filling line requirements. Whether you need a direct drop-in replacement for a failing steel chain or are engineering a new conveyor from scratch, we have the manufacturing capability, material expertise, and compliance documentation to support your project from first enquiry to successful commissioning.
✉ Get a Free Quote — [email protected]
edit by gzl